Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Здесь есть возможность читать онлайн «Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «Альпина», Жанр: management, management, foreign_business, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-9614-3074-5
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Изображение этого процесса с помощью пиктограмм выглядит теперь следующим образом:
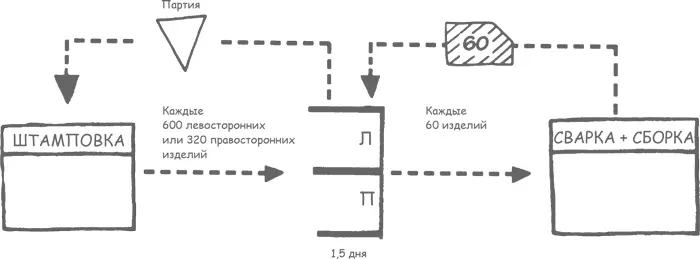
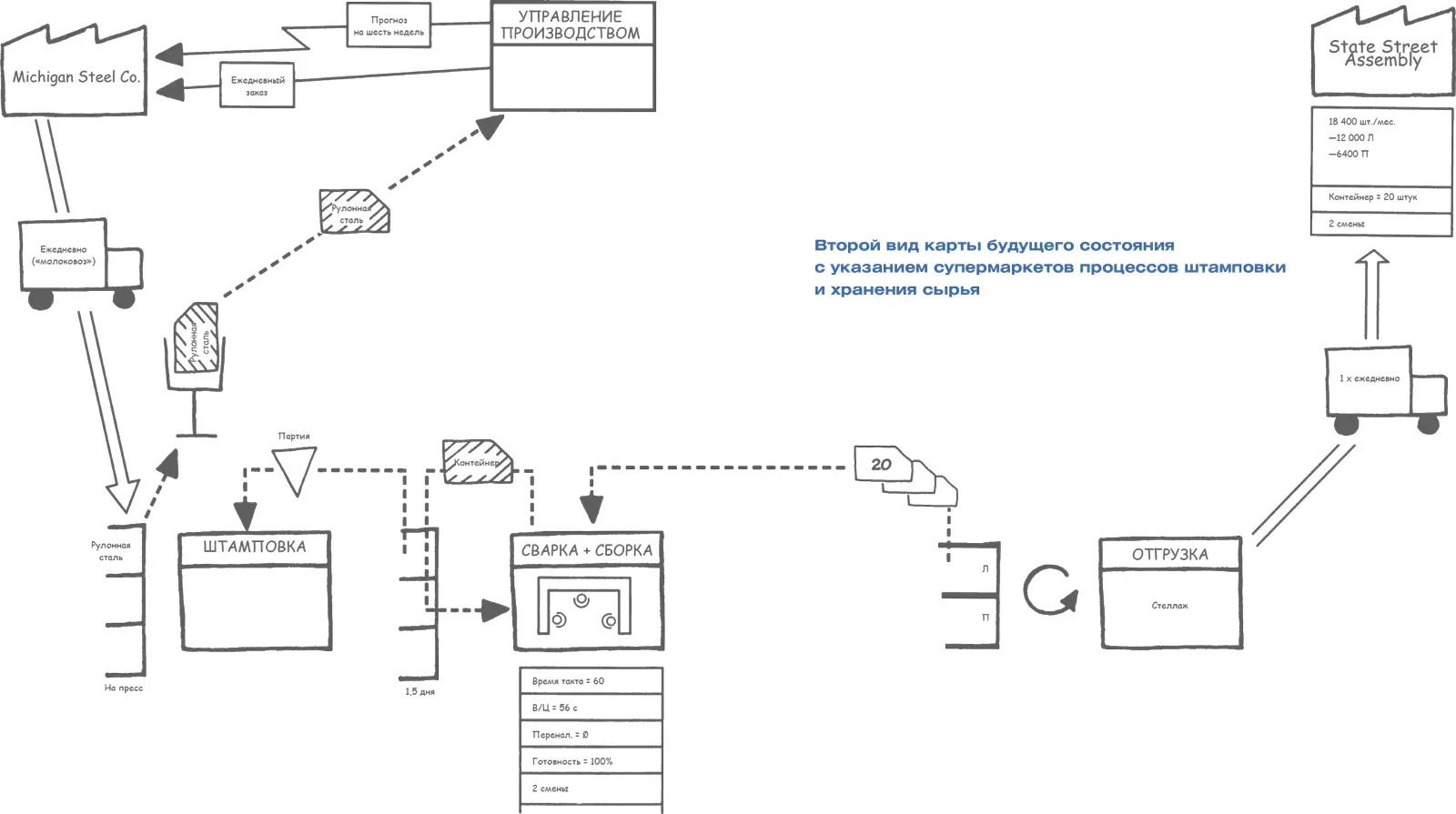
Супермаркет проштампованных деталей, канбан отбора и сигнальный канбан, а также пути движения канбан (пунктирные линии) показаны на карте будущего состояния.
Стальные рулоны
Чтобы спроектировать будущее состояние бережливого потока создания ценности на уровне завода, покажите на карте также третий супермаркет на складе покупных материалов, где хранятся стальные рулоны. Даже если поставщик стали заводу Acme не готов получать карточки канбан и производить продукцию в соответствии с ними, Acme тем не менее может прикреплять внутренние карточки отбора канбан к каждому стальному рулону и посылать их в свой отдел управления производством каждый раз, когда начинает использовать следующий стальной рулон. Отдел управления производством может в таком случае заказывать сталь на основе реального потребления, вместо того чтобы делать это на основе оптимальных прогнозов системы MRP относительно потребности в стальных рулонах. Тем не менее система MRP может использоваться для прогноза планируемой загрузки поставщика стальных рулонов, но каждодневные заказы следует размещать на основе вытягивающей системы.
Обычно поставщик стали отгружает рулоны еженедельно. При объединении нескольких потребителей вдоль пути следования грузовика (по принципу молоковоза) можно получить нужное количество стали на ежедневной основе, даже если поставщик стали не делает ничего, чтобы сократить свой минимальный объем партии рулонов. Один лишь переход к ежедневной доставке устраняет 80 % запасов на заводе Acme, одновременно обеспечивая равномерный устойчивый заказ поставщику.
Чего мы достигли к настоящему моменту
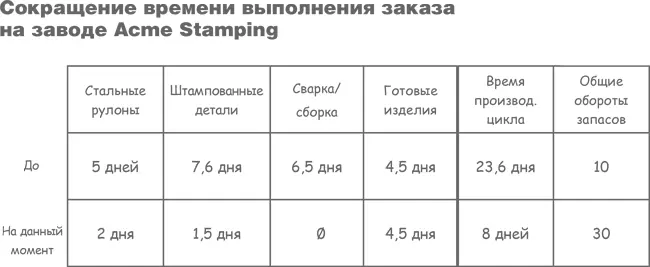
Мы предложили перейти на конфигурацию станков в виде ячеек (типичный прием, который многие фирмы внедрили за последние несколько лет), внедрить вытягивающую систему, чтобы управлять штамповочным производством, и начать доставку стальных рулонов по принципу «каждая деталь каждый день» посредством корректировки пути следования трейлера по доставке сырья от поставщика до завода Acme. С помощью построения таблицы состояний «до и после» (см. ниже) мы можем видеть, как можно избежать большой части потерь.
Это заметное продвижение вперед. Однако если остальная часть информационного потока Acme основательно не изменится, будет очень трудно реализовать бережливый поток создания ценности. Поэтому нам следует вернуться к потребителю и пересмотреть поток информации, касающийся его запросов, поскольку он должен поступать обратно на Acme.
Как можно организовать информационный поток таким образом, чтобы каждый процесс производил только то, что нужно следующему процессу, и только тогда, когда это нужно?
Обычно потребитель посылает по факсу прогноз на 90 дней, который ежемесячно уточняется, пока не будет зафиксирован за 30 дней. Дополнительно каждую ночь потребитель электронным способом (по телефонным линиям) сообщает информацию о своих дневных отгрузках на компьютер Acme. Требования к отгрузке могут измениться неожиданно, в результате непредвиденных обстоятельств.
Окончательные требования сообщаются по телефону отделом приемки готовых изделий потребителя отделу отгрузки завода Acme в течение дня, и вот тогда сборочный завод может обнаружить, что нужных деталей почему-то нет.
Что происходит на заводе Acme при получении этой информации от потребителя? В обычном случае недельный график работ составляется в конце недели автоматизированной системой MRP, которая в понедельник утром рассылает инструкции каждому отделу (отделу штамповки, двум цехам сварки и двум отделениям сборки) о том, что надо сделать в предстоящую неделю. Затем, по мере по– ступления каждую ночь в MRP дополнительной информации и периодических отчетов отделов о том, что они фактически изготовили за прошедший день (поскольку производство не идет в точном соответствии с графиком), ежедневные графики производства непрерывно регулируются, чтобы синхронизировать то, что выпускает Acme с запросами потребителей.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»
Представляем Вашему вниманию похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.