Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Здесь есть возможность читать онлайн «Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «Альпина», Жанр: management, management, foreign_business, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-9614-3074-5
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
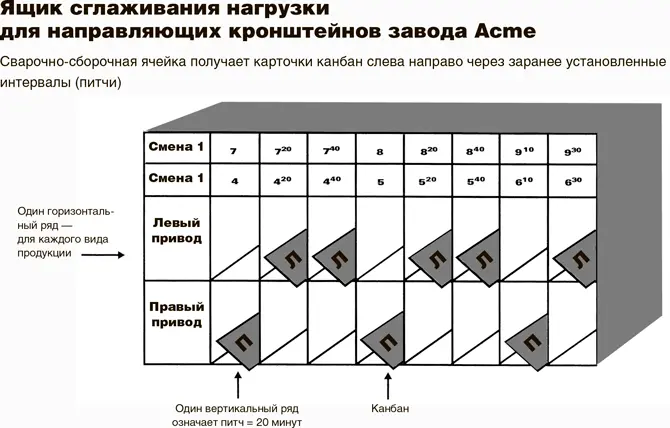
Означает ли это, что каждые 20 минут кто-то приходит в сварочно-сборочную ячейку и спрашивает, как идет работа? Не совсем. Работа в соответствии с питчем означает, что завод Acme будет на практике осуществлять пошаговую реализацию заказа на выполнение работы, один канбан за один раз и пошаговое извлечение готовых изделий в своей сварочно-сборочной ячейке.
Каждый вертикальный ряд в сглаживающем нагрузку ящике для направляющих кронштейнов обозначает 20 минут, питч. Два горизонтальных ряда предназначены для канбан левосторонних и правосторонних приводов. Каждые 20 минут кладовщик приносит следующий канбан (следующую порцию работы) в сварочно-сборочную ячейку и перемещает только что заполненный контейнер с кронштейнами в область готовых изделий. Если контейнер не успели заполнить за 20 минут (питч), то для Acme это будет означать, что возникла производственная проблема (например, проблема на оборудовании сборочного участка), которая требует внимания.
Вопрос № 8: какие усовершенствования процессов понадобятся заводу Acme, чтобы поток создания ценности смог начать движение в соответствии с требованиями карты будущего состояния?
Имея описание материальных и информационных потоков, мы можем представить, что заводу Acme Stamping нужны следующие усовершенствования в процессах:
• Сокращение времени переналадки оборудования и объемов партий на участке штамповки, чтобы обеспечить более быструю реакцию на запросы процесса ниже по потоку. Нужно добиться выполнения «каждой детали каждый день» и затем перейти на «каждую деталь каждую смену».
• Устранение продолжительного времени (10 минут) переналадки между операциями сварки левосторонних и правосторонних приводов, чтобы обеспечить непрерывный поток смешанной продукции сварочно-сборочного производства.
• Увеличение готовности (уменьшение простоев) второй сварочной машины, так как теперь она будет связана с другими процессами в непрерывном потоке.
• Сокращение потерь в ячейке сварки/сборки, чтобы сократить общее время выполнения работы до 165 секунд или менее. (Что позволяет задействовать трех операторов при текущем уровне спроса.)
Мы отражаем эти пункты на нашей карте будущего состояния с помощью пиктограмм кайдзен.
Нам необходимо также выяснить, как использовать существующую технологию штамповки (предназначенную для выполнения штамповочных работ гораздо большего объема, чем надо потребителю данного продукта), чтобы снизить потери. Секрет состоит в том, чтобы иметь такой штамповочный пресс, который также штампует детали для других продуктовых семейств на заводе, делает меньшие партии этих двух типов деталей нашего потока создания ценности и выпускает их более часто. Для этого потребуется дополнительное сокращение времени переналадки.
В действительности методы сокращения времени переналадки на штамповочном прессе хорошо известны, и сокращения времени менее чем до 10 минут можно достичь быстро. При этом мы можем представить пресс, делающий только около 300 деталей левого привода и 160 деталей правого привода (продукцию, которую следует сделать за смену), затем производящий детали для другого потока создания ценности и возвращающийся к работе над левосторонними и правосторонними деталями в следующей смене.
Параметр КДК теперь будет реально обозначать «каждую деталь каждую смену»! Таким образом, запасы между процессом штамповки и сварочно-сборочной ячейкой можно будет сократить примерно на 85 %.
Теперь мы можем построить полную карту будущего потока создания ценности Acme с информационными и материальными потоками и конкретными мероприятиями кайдзен.
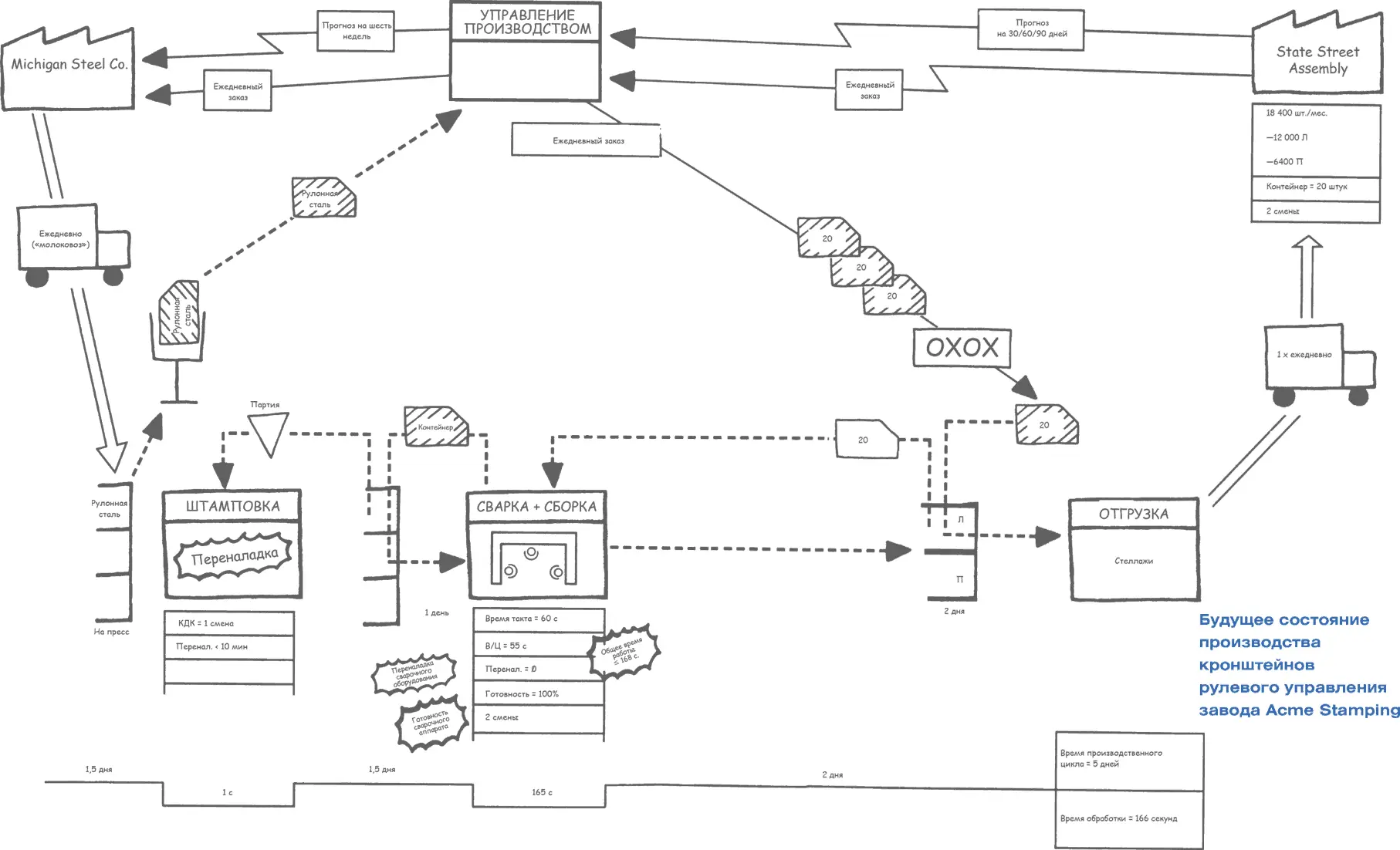
Вся прелесть вопроса № 8 состоит в том, что ваши действия по совершенствованию процессов становятся элементами целостного проекта потока создания ценности, а не просто отдельными мероприятиями по улучшению. Команды могут теперь начать совершенствовать процессы с четким пониманием того, зачем им это нужно.
Однако непременно начинайте эти проекты совершенствования с создания системы вытягивания улучшений. Таким образом, вместо того чтобы толкать команду на сокращение времени переналадки пресса, сократите через 30 дней объемы партий на прессе до 300 и 160 изделий. Это создает чувство срочности работ при совершенствовании процесса. Таким же образом надо не только дать команде задание устранить затраты времени на замену сварочных приспособлений, но и дождаться, когда это будет выполнено. Добейтесь, чтобы в течение 14 дней сварочный и сборочный процессы смогли влиться в непрерывный поток.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»
Представляем Вашему вниманию похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.