Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Здесь есть возможность читать онлайн «Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «Альпина», Жанр: management, management, foreign_business, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-9614-3074-5
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
6. Как вы будете выравнивать производственные потоки (номенклатуру изделий) в задающем ритм процессе?
7. Какие порции готовой продукции вы будете последовательно производить и отгружать в задающем ритм процессе?
8. Какие улучшения процессов понадобятся, чтобы поток создания ценности формировался в соответствии с установленными вами требованиями к проекту будущего состояния?(Здесь надо отметить места, где потребуются какие-либо улучшения оборудования и процедур, например сокращение времени переналадки оборудования или уменьшение времени простоев.) Чтобы отметить эти точки в процессе, мы используем картинку взрыва, указывающего на кайдзен.

Построение карты будущего состояния
Какие проблемы мы отметим, если опять посмотрим на карту текущего состояния производства кронштейнов рулевого управления на заводе Acme Stamping? Возможно, наиболее поразительными будут большие скопления запасов, разрозненные процессы (каждый работает по собственному графику), выталкивающие свою продукцию в направлении потока, и продолжительные интервалы времени выполнения заказов в сравнении с малым временем обработки. Что можно сделать в связи с этим? Попробуем ответить на ключевые вопросы.
Старайтесь устанавливать ваш задающий ритм процесс по возможности ближе к времени такта. Значительная разница между временем такта и временем цикла указывает на существование производственных проблем, которые вызывают незапланированные потери времени. Когда вы компенсируете производственные проблемы, выполняя производственный цикл быстрее времени такта, вы снижаете стимулы для решения многих проблем. Если вы выполняете цикл за более короткое время, чем время такта, вам следует разработать план по исправлению такого положения.
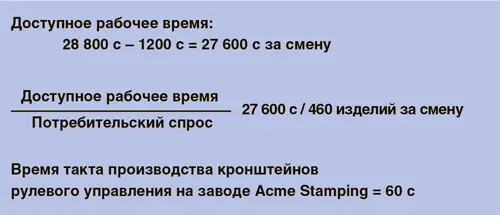
Вопрос № 1: каково время такта для выбранного семейства продуктов Acme Stamping?
Вычисление времени такта начинается с определения доступного рабочего времени для одной смены сборочного цеха завода Acme, продолжительность которой 28 800 секунд (восемь часов). Из этого времени вы вычитаете все нерабочее время, которое включает два 10-минутных перерыва за смену. Потребитель желает получать 460 изделий за смену. На это число делится доступное рабочее время, и получается время такта 60 секунд.
Такая величина времени такта означает, что для удовлетворения запросов потребителя сборочному процессу завода Acme в течение всей смены каждые 60 секунд надо выпускать один кронштейн рулевого управления. Это время не учитывает вынужденные простои оборудования, время переналадки при переключении производства между левосторонним и правосторонним кронштейнами или производство брака. Если завод Acme не сможет немедленно устранить, например, проблемы простоя, то может принять решение установить темп сборки больший, чем время такта. Однако время такта – это ориентир, определенный на основе запросов потребителя, изменить которые заводу Acme Stamping не под силу.
Вопрос № 2: будет ли Acme изготавливать кронштейны рулевого управления для супермаркета готовых изделий или непосредственно для отгрузки?
Выпускаемые заводом Acme кронштейны рулевого управления – это мелкие детали (их легко хранить), имеющие две разновидности. Потребительский спрос растет и становится непредсказуемым, и фирма Acme не уверена в надежности будущего состояния. Поэтому завод Acme предпочел начать с супермаркета готовых изделий, а в будущем перейти к производству напрямую для отгрузки.
Чтобы определить загрузку производства на ближайший период, Acme может использовать 30-дневный прогноз потребительского спроса. (Заводы, работающие по системе бережливого производства, периодически пересматривают число операторов, осуществляющих сборку, и перераспределяют элементы работы, чтобы привести выход продукции в соответствие с изменениями в запросах потребителей.) Acme будет определять текущую загрузку производства с помощью карточек канбан, возвращающихся от супермаркета готовых товаров вверх по потоку в ячейки процессов сварки/сборки.
Поскольку потребитель покупает целое число контейнеров с двадцатью кронштейнами в каждом, это простой выбор для объема канбан. Иными словами, для каждого контейнера с двадцатью левосторонними или правосторонними кронштейнами в супермаркете готовых изделий имеется одна продуктовая карточка канбан. Когда отдел отгрузки забирает контейнеры из супермаркета, чтобы отгрузить их на доставку, карточки канбан из этих поддонов возвращаются обратно в сборочный цех. Каждая из этих карточек, по существу, говорит: «Потребитель только что забрал двадцать левосторонних (или правосторонних) кронштейнов. Пожалуйста, сделайте еще двадцать».
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»
Представляем Вашему вниманию похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.