Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Здесь есть возможность читать онлайн «Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «Альпина», Жанр: management, management, foreign_business, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-9614-3074-5
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Обратите внимание, что перемещение материалов от задающего ритм процесса вниз по потоку до готовых товаров должно выполняться в виде потока (ниже по «течению» потока от задающего ритм процесса не должно быть ни супермаркетов, ни вытягивающих систем). Поэтому задающий ритм процесс чаще всего наиболее непрерывный процесс во всем потоке создания ценности «от двери до двери». На карте будущего состояния задающий ритм процесс – это производственный процесс, управляемый заказами внешних потребителей.
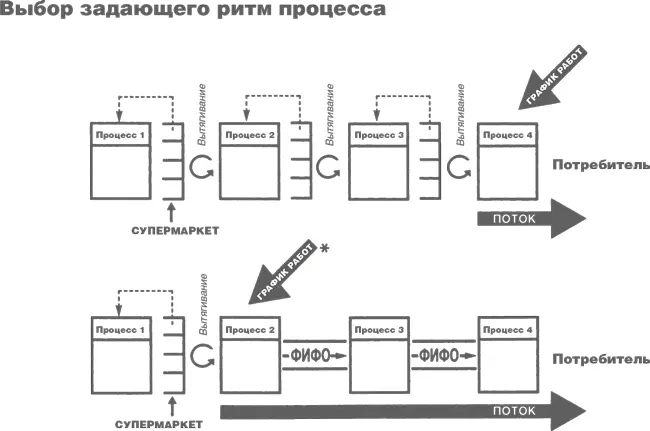
Для производства товаров на заказ и ремонтных мастерских данная точка планирования часто должна располагаться намного выше по потоку – как на данном рисунке.
Правило № 5: распределяйте производство различных продуктов равномерно по всему времени работы задающего ритм процесса. Выравнивайте производство разных продуктов
В большинстве сборочных отделов, вероятно, полагают, что легче планировать «длинные» партии одного типа продукта и избегать переналадок, но это приводит к серьезным проблемам для остальных процессов потока создания ценности.
Группирование подобных продуктов и их одновременное изготовление усложняет обслуживание потребителей, запросы которых отличаются от производимых в настоящее время партий продукции. Для этого вам нужно создавать больше запасов готовых товаров в надежде, что у вас будет в наличии то, что пожелает потребитель, или закладывать на выполнение заказа больше времени, чтобы успеть его выполнить.
Сборка партиями означает, что поставляемые комплектующие также будут потребляться партиями, что приведет к раздуванию объема запасов в супермаркетах выше по всему потоку создания ценности. И поскольку по мере того, как вы двигаетесь вверх по потоку, вариабельность процесса конечной сборки будет все сильнее сказываться на вариабельности всех процессов выше по потоку, запасы на этих процессах будут также расти по мере дальнейшего продвижения вверх по потоку.
Выравнивание производства номенклатуры товаров означает равномерное распределение производства различных продуктов по всему временному интервалу. Например, вместо сборки всех продуктов типа А утром и всех продуктов типа В во второй половине дня выравнивание означает чередование производства небольших партий А и В.
Чем сильнее вы выравниваете производство различных продуктов в задающем ритм процессе, тем больше ваши возможности выполнить различные запросы потребителя за короткое время цикла заказа, хотя запасы готовых товаров удается поддерживать небольшими. Это также позволяет вам иметь супермаркеты меньшего размера выше по потоку. Однако надо учитывать, что выравнивание производства разных товаров требует некоторых усилий, таких как более частая переналадка оборудования и попытки всегда держать все виды компонентов на линии (чтобы не тратить время на переналадку оборудования). Плюсом будет устранение массы потерь в потоке создания ценности.
Этот символ для выравнивания помещается на стрелке информационного потока.
Правило № 6: создайте начальное вытягивание путем производства и вытягивания небольших партий, постепенно загружая работой задающий ритм процесс. Выравнивайте объем производства
Цеховые процессы слишком многих компаний выпускают большие партии продукции, что приводит к появлению нескольких проблем, включая:
• отсутствие понимания времени такта (нет представления о такте) и отсутствие вытягивания, на которое должен реагировать поток создания ценности;
• неравномерное распределение по времени обычно выполняемого объема работ, появление пиков и спадов, что приводит к повышенной загрузке машин, людей и супермаркетов;
• трудности при проведении мониторинга ситуации (непонятно, отстаем мы или ушли вперед?);
• при большом числе заказов, переданных в цех, каждый процесс в потоке создания ценности может пропускать выполнение отдельных заказов. Это увеличивает время выполнения заказа и приводит к потребности в ускорении;
• реагирование на изменения запросов потребителей становится довольно сложным. Это часто можно видеть на очень сложных информационных потоках на рисунках текущего состояния.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»
Представляем Вашему вниманию похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.