Борис Колесников - Центробежные насосы, самоочищающиеся фильтры
Здесь есть возможность читать онлайн «Борис Колесников - Центробежные насосы, самоочищающиеся фильтры» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. ISBN: , Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Центробежные насосы, самоочищающиеся фильтры
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:9785005022387
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Центробежные насосы, самоочищающиеся фильтры: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Центробежные насосы, самоочищающиеся фильтры»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Центробежные насосы, самоочищающиеся фильтры — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Центробежные насосы, самоочищающиеся фильтры», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В смежной с гидромашиностроением отрасли, в
компрессоростроении, рабочие колёса сварной конструкции также получили широкое распространение при изготовлении центробежных воздуходувок и компрессоров. На заводе «Узбекхиммаш» (г. Чирчик) ещё в конце прошлого столетия было налажено серийное производство стальных рабочих колёс сварной конструкции для воздуходувок, поставляемых как внутри страны, так и на экспорт.
Автоматическая приварка штампованных лопаток к ведущему и покрывному дискам рабочего колеса осуществляется с помощью устройства, конструктивная схема которого изображена на рис. 1.22. [25]
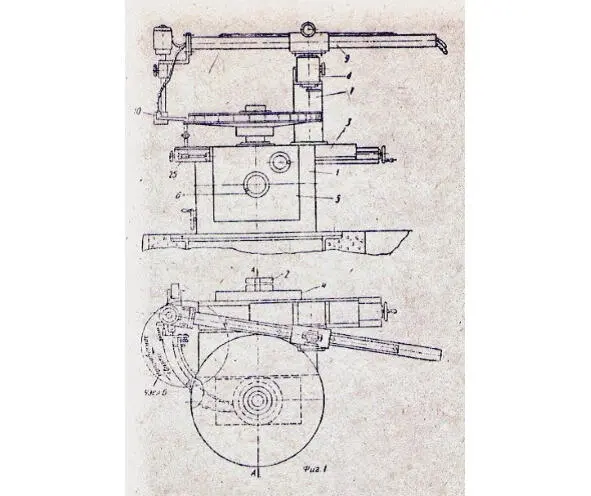
Рис. 1.22. Устройство для автоматической приварки лопастей к ведущему и покрывному дискам рабочего колеса центробежной воздуходувной машины
Высокопроизводительная установка для сварки рабочих колёс центробежных компрессоров была также разработана во Всесоюзном проектно-технологическом институте энергетического машиностроения. [26]
Серийное производство рабочих колёс сварной конструкции для центробежных насосов одностороннего входа было налажено три десятилетия тому назад в Японии. [27]
На рис. 1.23 показаны общий вид сварных рабочих колёс с лопастями, изготовленными штамповкой из листовой стали и характеристики этих насосов. В сравнении с литым, масса сварного рабочего колеса уменьшилась почти в 2 раза. Кроме того, за счёт использования более тонких лопастей и более высокой чистоты поверхности межлопастных каналов, а также повышения точности изготовления рабочих колёс сварной конструкции было достигнуто существенное повышение КПД насосов – до 8%.

Рис. 1.23. Рабочие колёса сварной конструкции: а) – рабочие колёса сварной конструкции для центробежных насосов одностороннего входа б) – сравнение характеристик насосов с литыми и сварными колёсами
Весьма технологичная конструкция сварного рабочего колеса для крупных центробежных насосов двустороннего входа предложена по патенту США №4322200, рис. 1.24. [28]
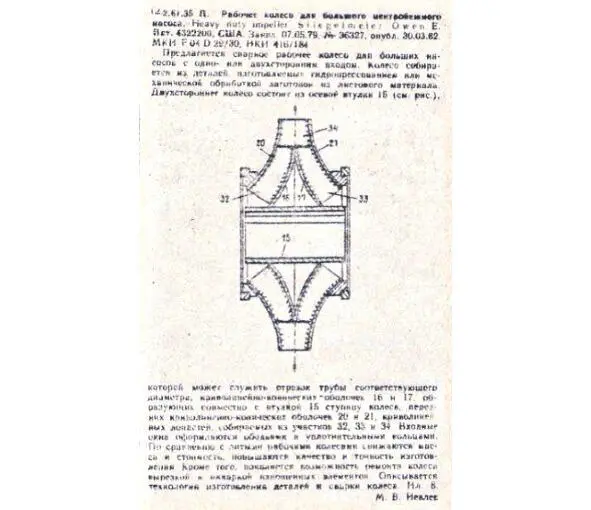
Рис. 1.24. Рабочее колесо сварной конструкции для
крупного центробежного насоса
двустороннего входа
В СССР сварные рабочие колёса из нержавеющей стали были разработаны для центробежных насосов одностороннего входа (крекинг-насосы) ещё в 60-е годы прошлого столетия. [29]
6.1. Рабочие колёса сварной конструкции
В 1973 – 78 г.г. разработка конструкции и технологии изготовления сварных рабочих колёс для центробежного насоса двустороннего входа выполнялась трестом «Узоргтехстроймелиорация»* ММиВХ УзССР и институтом «СредАзВНИИГидромаш»*. По рекомендации Управления по эксплуатации насосных станций Узмиводзоза в качестве аналога было принято цельнолитое чугунное рабочее колесо насоса 6НДв (поз. 11, рис. 1.25).
*Примечание: трест «Узоргтехстроймелиорация» и институт «СредАзВНИИГидромаш» в конце прошлого века прекратили своё существование.
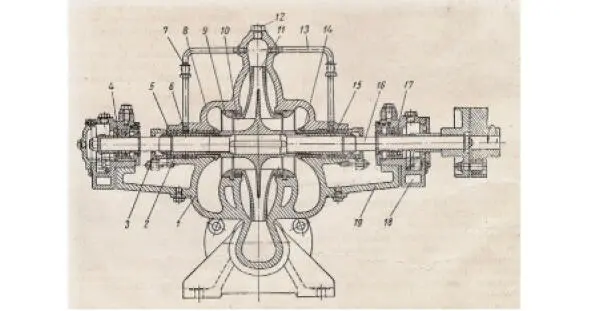
Рис. 1.25. Центробежный насос двустороннего входа 6НДв *. [6]
Схематичный чертёж рабочего колеса сварно-литой конструкции для центробежного насоса 6НДв представлен на рис. 1.26.
Предложенная разработчиками конструкция сварного рабочего колеса с двусторонним входом центробежной машины была защищена авт. свид. СССР №533759. [31]
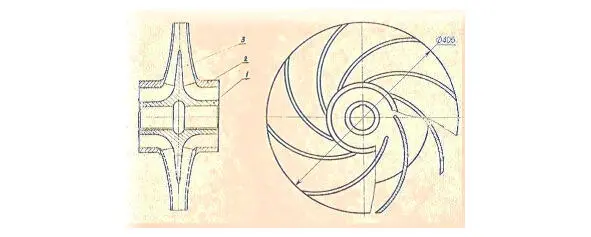
Рис. 1.26. Рабочее колесо сварной конструкции центробежного насоса 6НДв
Рабочее колесо состоит из отдельных составных частей: ступицы (ведущего диска) 1, двух покрывных дисков 2 и лопастей 3. Для соединения лопастей 3 с покрывными дисками 2, в последних предусмотрены замкнутые фасонные прорези, через которые обеспечивается доступ к торцам лопастей для их приварки к покрывным дискам ручной электросваркой.
Для обеспечения требуемой точности сборки и получения надёжного соединения лопастей с ведущим и покрывными дисками, в лопастях 3 и в ступице 1 предусмотрены открытые с одной стороны пазы, а в покрывных дисках выполнены замкнутые фасонные прорези, через которые обеспечивается доступ к торцам лопастей для их приварки к покрывным дискам, рис. 1.27 и 1.29.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Центробежные насосы, самоочищающиеся фильтры»
Представляем Вашему вниманию похожие книги на «Центробежные насосы, самоочищающиеся фильтры» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Дэниэл Деннет - Насосы интуиции и другие инструменты мышления [litres]](/books/406174/deniel-dennet-nasosy-intuicii-i-drugie-instrumenty-thumb.webp)




Обсуждение, отзывы о книге «Центробежные насосы, самоочищающиеся фильтры» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.