Борис Колесников - Центробежные насосы, самоочищающиеся фильтры
Здесь есть возможность читать онлайн «Борис Колесников - Центробежные насосы, самоочищающиеся фильтры» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. ISBN: , Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Центробежные насосы, самоочищающиеся фильтры
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:9785005022387
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Центробежные насосы, самоочищающиеся фильтры: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Центробежные насосы, самоочищающиеся фильтры»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Центробежные насосы, самоочищающиеся фильтры — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Центробежные насосы, самоочищающиеся фильтры», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
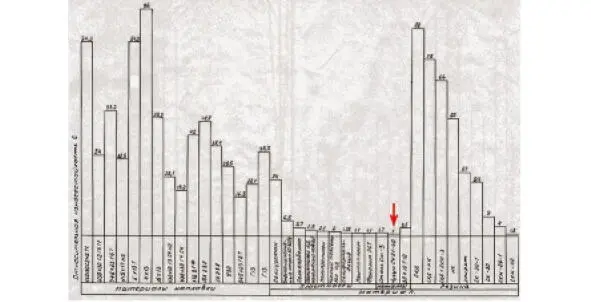
Рис. 1.19. Обобщённая диаграмма относительной износостойкости материалов и наплавок при гидроабразивном износе
На рис. 1.20 и 1.21 изображены диаграммы относительной износостойкости некоторых металлов при кавитационном износе, построенные по результатам натурных испытаний [20]. Как видно из сопоставления этих диаграмм имеются существенные различия в оценке кавитационной стойкости одних и тех же материалов: например, например, на рис. 1.20, кавитационная стойкость стали 1Х18Н9Т примерно в 30 раз превышает кавитационную стойкость стали 30Л, а на рис. 1.21. тот же показатель равен 3,5. Эти существенные различия кавитационной стойкости одних и тех же материалов могут быть обусловлены, по-видимому, особенностями режимов работы наблюдаемых гидротурбин и химико-минералогическим составом проходящей через них воды.

Рис. 1.20. Относительная износостойкость сталей и чугуна при кавитационном износе
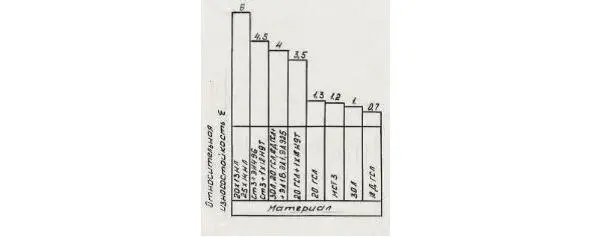
Рис. 1.21. Относительная износостойкость легированных и конструкционной сталей при кавитационном износе
Кроме износостойких высоколегированных сталей с содержанием хрома 13÷14%, указанных на рис. 1.20 и 1.21, высокую износостойкость при кавитационном и гидроабразивном износах в эксплуатационных условиях показали нержавеющие стали 0Х12НДЛ и 0Х18Н3Г3Д2Л, а также сталь 30Х10Г10. [20]
В натурных условиях была также исследована износостойкость некоторых эпоксидных и наиритовых покрытий [22] и [23], которые наносились на лопасти рабочего колеса радиально-осевой и камеру рабочего колеса поворотно-лопастной гидротурбин. На всех исследуемых объектах, даже при слабой интенсивности кавитационных явлений, наблюдался обрыв и разрушение защитных покрытий, вследствие чего полимерные защитные покрытия не нашли практического применения при изготовлении и ремонте гидротурбин.
На основании проведенного выше сопоставительного анализа результатов исследования износостойкости материалов, предназначенных для изготовления, защиты и восстановления рабочих поверхностей деталей лопастных гидромашин можно установить, что самую низкую износостойкость имеет серый чугун.Наибольшей износостойкостью обладают хромистые наплавки, нержавеющие стали и некоторые сорта резин.
Применять серый чугун для изготовления рабочих колёс центробежных насосов предназначенных для машинного орошения поливной водой содержащей твёрдые абразивные частицы – это всё равно, что бросать деньги на ветер!
С целью существенного повышения среднеэксплуатационного КПД центробежных насосов двустороннего входа, снижения материалоёмкости и увеличения средней наработки на отказ, а также для обеспечения контролепригодности (согласно ГОСТ 26656—85) проточной части в процессе изготовления, ниже рассматриваются варианты замены литых рабочих колёс из серого чугуна на стальные сварной конструкции, и другие технические решения…
6. ТЕХНИЧЕСКИЕ РЕШЕНИЯ, ПОВЫШАЮЩИЕ ИЗНОСОСТОЙКОСТЬ И ЭНЕРГОЭФФЕКТИВНОСТЬ ЦЕНТРОБЕЖНЫХ НАСОСОВ
Характерный износ литых чугунных рабочих колёс центробежных насосов двустороннего входа показан выше (см рис. 1.7, 1.8 и 1.11). Как следует из рассмотрения диаграмм относительной износостойкости материалов (см. рис. 1.19—1.21), существенное повышение износостойкости рабочие колёс насосов может быть достигнуто путём применения стали вместо серого чугуна.
Известно, что в гидротурбостроении до середины 60-х годов прошлого века формообразование рабочих колёс радиально-осевых гидротурбин осуществлялось традиционным методом литья в землю. Однако, при проектировании и изготовлении на ЛМЗ (Ленинградский Металлический завод) крупнейших для того времени радиально-осевых гидротурбин Братской ГЭС было установлено, что габаритные размеры и масса рабочих колёс выходят за пределы
технологических возможностей литейных цехов ведущих металлургических заводов, вследствие чего формообразование цельнолитых рабочих колёс для Братской ГЭС вызвало ряд сложных технических проблем, которые были успешно решены в результате создания рабочих колёс сварно-литой конструкции. С тех пор, благодаря техническому прогрессу достигнутому в области технологии сварки крупногабаритных деталей, рабочие колёса радиально-осевых гидротурбин выполняются сварной конструкции с широким применением штампованных лопастей из листовой стали, защищённых износостойкими наплавкам в зонах предполагаемого кавитационного износа. [19], [24]
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Центробежные насосы, самоочищающиеся фильтры»
Представляем Вашему вниманию похожие книги на «Центробежные насосы, самоочищающиеся фильтры» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Дэниэл Деннет - Насосы интуиции и другие инструменты мышления [litres]](/books/406174/deniel-dennet-nasosy-intuicii-i-drugie-instrumenty-thumb.webp)




Обсуждение, отзывы о книге «Центробежные насосы, самоочищающиеся фильтры» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.