Борис Колесников - Центробежные насосы, самоочищающиеся фильтры
Здесь есть возможность читать онлайн «Борис Колесников - Центробежные насосы, самоочищающиеся фильтры» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. ISBN: , Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Центробежные насосы, самоочищающиеся фильтры
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:9785005022387
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Центробежные насосы, самоочищающиеся фильтры: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Центробежные насосы, самоочищающиеся фильтры»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Центробежные насосы, самоочищающиеся фильтры — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Центробежные насосы, самоочищающиеся фильтры», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
центробежного насоса двустороннего входа 24НДс
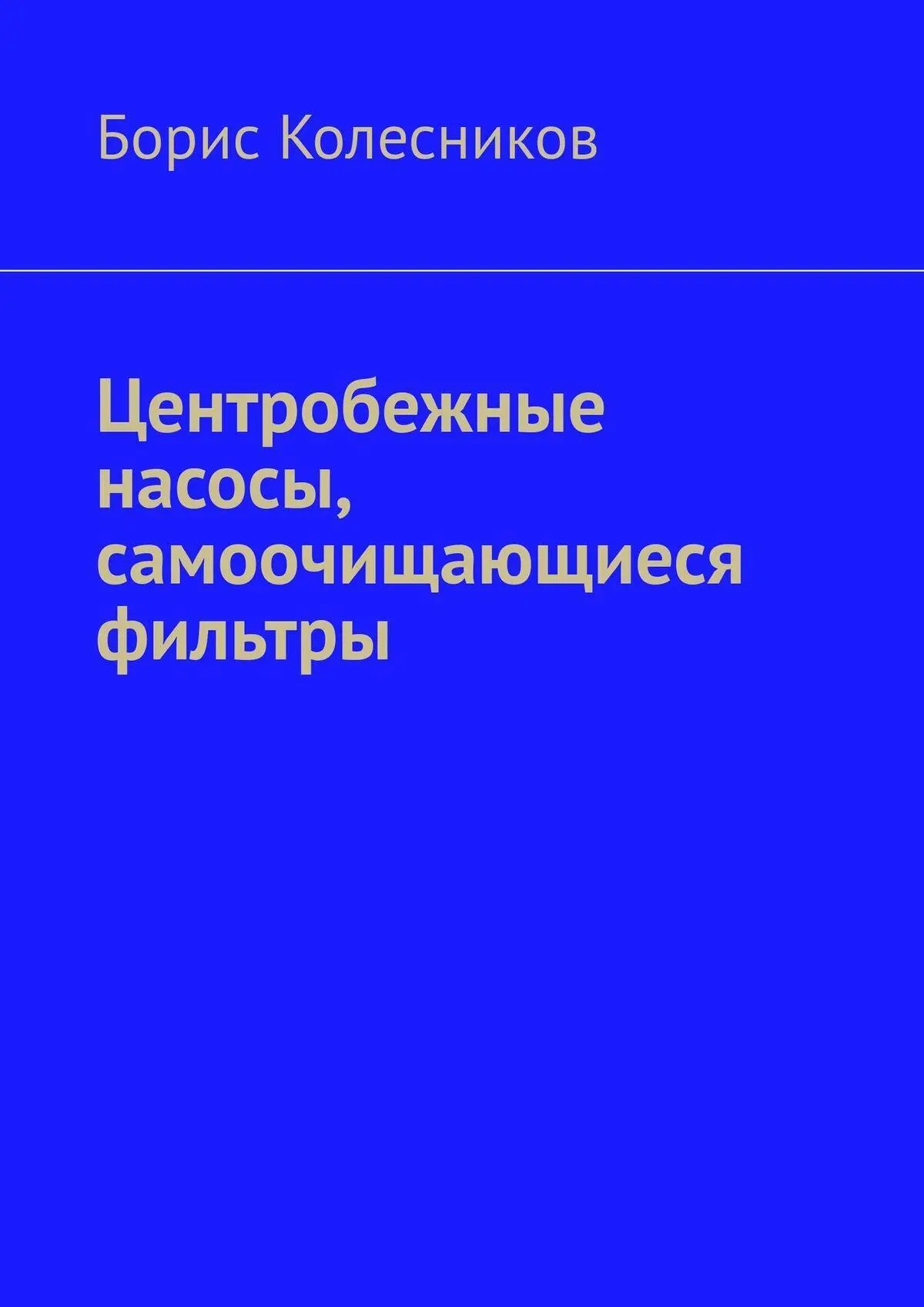
Рабочее колесо, рис. 1.33, состоит из штампованных лопастей 1, литого ведущего диска (ступицы) 2, литой входной горловины 3 и штампованных покрывных дисков 4. Лопасти 1 и покрывные диски 4 должны быть по проекту изготовлены штамповкой из листовой стали Ст3 толщиной 12 мм, а литые ступица 2 и горловина 3 из стали 35Л. Лопасть 1 имеет пространственную кривизну, при этом рабочая сторона лопасти была спроектирована в полном соответствии с проектными размерами модельных срезов для нового литого чугунного рабочего колеса насоса 24НДс по ТУ 20-06-888-74. Толщина лопасти, измеряемая по нормали к рабочей поверхности, выполнена постоянной, вследствие чего геометрическая форма тыльной стороны имеет существенные отличия от геометрии тыльной стороны литого рабочего колеса. Кроме того, в рабочем колесе сварной конструкции толщины лопастей 1 и покрывных дисков 4 приняты в 1,5 раза меньшими, чем толщины тех же конструктивных элементов литого чугунного рабочего колеса (см. приложение 1.1).
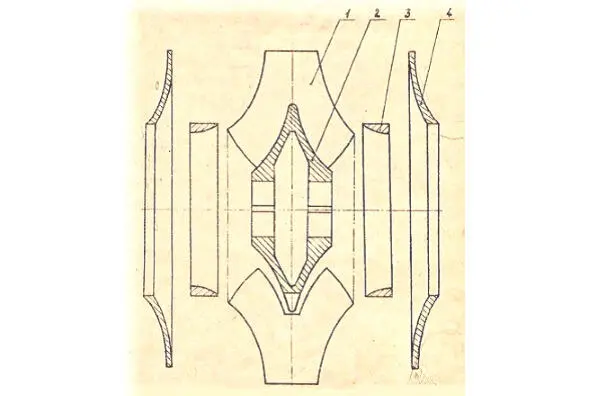
Рис. 1.34. Составные части рабочего колеса сварной конструкции центробежного насоса 24НДс
1- лопасть; 2- ступица; 3- горловина; 4- покрывной диск
Для обеспечения надёжного соединения лопастей 1 со ступицей 2, в лопастях со стороны входа выполнены по оси симметрии открытые с одного конца фасонные прорези, а в периферийной части ступицы выполнены пазы, в которые вставляются лопасти, при этом соответствующие кромки фасонных прорезей охватывают наружную поверхность ступицы так, что в результате образуется соединение «в замок». Кроме того, пазы в периферийной части ступицы 2 обеспечивают равномерность межлопастного шага в срединной части рабочего колеса (рис. 1.34).
В отличие от ранее разработанной конструкции сварно-литого рабочего колеса для насоса 6НДв, в сварно-литом рабочем колесе насоса 24НДс входная горловина 3 отделена от покрывного диска 4, что обеспечило доступ для ручной приварки лопастей к ступице 2 и к горловине 3 с последующей приваркой к покрывным дискам 4.
В связи с отсутствием на специализированном ремонтном предприятии (ЦБ ЭРПП) Узмиводхоза необходимого кузнечнопрессового оборудования не представилось возможным изготовить лопасти и покрывные диски штамповкой и поэтому упомянутые конструктивные элементы были отлиты из стали 35Л методом литья в землю. В результате отлитые в землю лопасти существенно отличались одна от другой как по толщине, так и по массе. После отливки ступица и покрывные диски подверглись механической обработке до заданных проектом размеров; рабочая и тыльная поверхности лопастей были зачищены ручными шлифовальными машинками (без проверки соответствия фактических размеров проектной геометрической форме лопастей).
Сборка опытных рабочих колёс осуществлялась на специальном стенде, рис. 1.35, обеспечивающим при сборке рабочего колеса удобную и точную фиксацию взаимного положения ступицы, лопастей и покрывных дисков.
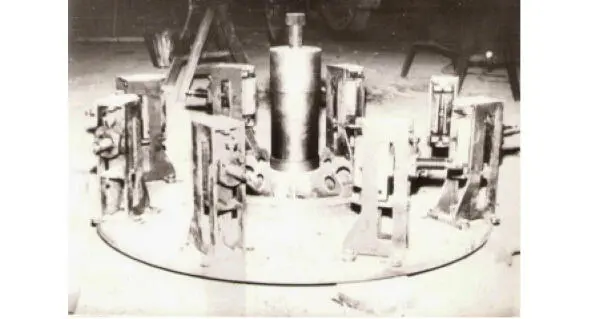
Рис. 1.35. Стенд для сборки сварного рабочего
колеса центробежного насоса 24НДс
Так как литые лопасти существенно отличались одна от другой по массе, то, с целью уменьшения начального статического дисбаланса рабочего колеса, расстановка литых лопастей производилась с учётом их фактической массы, которая определялась взвешиванием каждой лопасти. После сборки, сварки и механической обработки до проектных размеров производилась статическая балансировка рабочего колеса с приваркой балансировочного груза (стальной пластины), рис. 1.36.
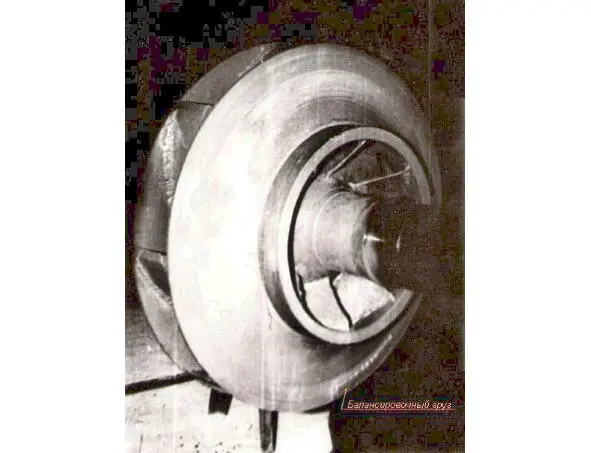
Рис. 1.36. Рабочее колесо сварной конструкции
для центробежного насоса 24НДс
Приёмочная комиссия, назначенная приказом по Министерству мелиорации и водного хозяйства УзССР за №2024 от 31.10.78 г., провела приёмочные испытания рабочих колёс сварной конструкции насосов 24НДс в соответствии с программой и методикой приёмочных испытаний в период с 13 ноября по 12 декабря 1978 г.
Натурные параметрические испытания насосов проведены на третьем коллекторе первой очереди насосной станции Аму-Занг II. При этом на насосные агрегаты №9 и №10 установлены сварные рабочие колёса, а на агрегаты №11 и №12 – новые литые чугунные рабочие колёса.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Центробежные насосы, самоочищающиеся фильтры»
Представляем Вашему вниманию похожие книги на «Центробежные насосы, самоочищающиеся фильтры» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Дэниэл Деннет - Насосы интуиции и другие инструменты мышления [litres]](/books/406174/deniel-dennet-nasosy-intuicii-i-drugie-instrumenty-thumb.webp)




Обсуждение, отзывы о книге «Центробежные насосы, самоочищающиеся фильтры» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.