Виктор Маркин - Контроль качества изготовления и технология ремонта композитных конструкций
Здесь есть возможность читать онлайн «Виктор Маркин - Контроль качества изготовления и технология ремонта композитных конструкций» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Барнаул, Год выпуска: 2015, Издательство: Array Литагент МЦ ЭОР, Жанр: Технические науки, Технические науки, Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Контроль качества изготовления и технология ремонта композитных конструкций
- Автор:
- Издательство:Array Литагент МЦ ЭОР
- Жанр:
- Год:2015
- Город:Барнаул
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Контроль качества изготовления и технология ремонта композитных конструкций: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Контроль качества изготовления и технология ремонта композитных конструкций»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Представлены разработки технологических процессов, позволяющие контролировать качество не только изготовления конструкции, но и ее ремонта.
Книга рассчитана на специалистов в области конструирования и производства изделий из композитов, преподавателей, студентов и аспирантов технических вузов.
Контроль качества изготовления и технология ремонта композитных конструкций — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Контроль качества изготовления и технология ремонта композитных конструкций», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В намагниченной детали (рисунок 3.5) магнитные силовые линии направлены от полюса N к полюсу S. Вокруг трещины, определяющей несплошность, создается поле рассеяния, которое может быть обнаружено и зарегистрировано. После удаления детали из магнитного поля и регистрации дефекта такую деталь необходимо размагнитить. Остаточная намагниченность влияет на показания приборов, вызывает притяжение посторонних частиц, что способствует интенсификации процессов изнашивания.
Для намагничивания деталей применяют постоянный (двухполупериодный выпрямленный, трехфазный выпрямленный), переменный, однополупериодный выпрямленный и импульсный токи. Дефекты оптимально обнаруживаются в случае, когда направление намагничивания контролируемой детали перпендикулярно направлению дефекта, поэтому простые детали намагничивают в двух направлениях, а детали сложной формы – в нескольких.
Для создания оптимальных условий контроля применяют три способа намагничивания: циркулярное, продольное (или полюсное) и комбинированное.
Циркулярное намагничивание осуществляется при пропускании тока по контролируемой детали или через проводник стержень, помещенный в отверстие детали. Наиболее эффективно циркулярное намагничивание деталей в форме тел вращения. При пропускании тока по деталям сложной формы выступы и другие неровности могут быть ненамагничены до требуемой степени. В этих местах необходимо измерять напряженность намагничивающего поля и специально следить, чтобы она достигла требуемых для контроля значений. При циркулярном намагничивании направление магнитного потока перпендикулярно направлению тока, поэтому оптимально обнаруживаются дефекты, направление которых совпадает с направлением тока. Одной из разновидностей циркулярного намагничивания является намагничивание путем индуцирования тока в контролируемой детали. Устройства для такого намагничивания представляют собой трансформатор, вторичной обмоткой которого (или частью сердечника) служит контролируемая деталь.
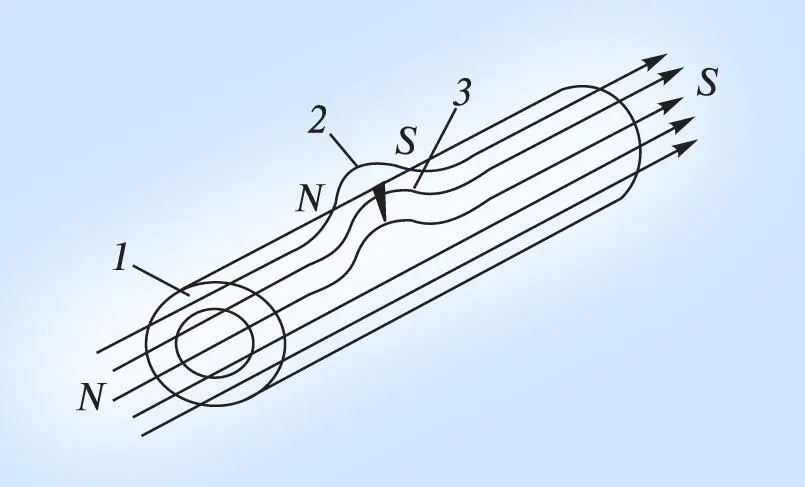
Рисунок 3.5 – Искажение силовых линий магнитного поля в детали с трещиной:
1 – намагниченная деталь; 2 – поле рассеяния; 3 – трещина
Продольное намагничивание происходит с помощью электромагнитов (постоянных магнитов) или соленоидов. При этом обычно деталь намагничивается вдоль своего наибольшего размера. На ее краях образуются полюсы, создающие поле обратного направления. К разновидности полюсного намагничивания относится поперечное намагничивание, когда деталь намагничивается в направлении меньшего размера.
Комбинированное намагничивание возникает при одновременном намагничивании детали двумя или несколькими изменяющимися магнитными полями. При этом можно применять любое сочетание видов тока. При комбинированном намагничивании необходимо, чтобы суммарный вектор намагниченности поворачивался относительно детали хотя бы на 90° (или вращался на 360°). Это достигается в результате применения совместно продольного и циркулярного намагничиваний и использования для них токов одного вида, различающихся по фазе (или времени включения, например, для импульсных токов), или токов разного вида с соответствующими моментами включения или изменения их величины и направления.
Существуют различные способы и схемы намагничивания деталей, использующие постоянные магниты, электромагниты, соленоиды, виды и сочетания токов, применяемые при неразрушающем контроле магнитными методами.
Наиболее широко используются методы обнаружения и регистрации полей рассеяния: магнитопорошковый, магнитографический и феррозондовый, последний в аэрокосмической промышленности распространения не получил.
Магнитопорошковый метод . Способствует обнаружению поверхностных и подповерхностных дефектов типа волосовин, трещин (закалочных, усталостных, шлифовочных, сварочных, литейных, штамповочных и т. п.), расслоений, флокенов, заковов, непроваров стыковых сварных соединений, надрывов и т. п. Подповерхностные дефекты на глубине примерно до 100 мкм могут быть обнаружены практически при такой же высокой чувствительности, что и поверхностные.
При большем расстоянии от поверхности до дефекта (2–3 мм) выявляются более грубые дефекты, чем при поверхностных нарушениях сплошности. Чувствительность метода высока, позволяет обнаруживать трещины с шириной раскрытия более 0,001 мм и глубиной более 0,01 мм.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Контроль качества изготовления и технология ремонта композитных конструкций»
Представляем Вашему вниманию похожие книги на «Контроль качества изготовления и технология ремонта композитных конструкций» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
![Виктор Суворов - Контроль [Новое издание, дополненное и переработанное]](/books/116207/viktor-suvorov-kontrol-novoe-izdanie-dopolnenno-thumb.webp)



Обсуждение, отзывы о книге «Контроль качества изготовления и технология ремонта композитных конструкций» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.