Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами
Здесь есть возможность читать онлайн «Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Выход из кризиса. Новая парадигма управления людьми, системами и процессами: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Выход из кризиса. Новая парадигма управления людьми, системами и процессами — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Выход из кризиса. Новая парадигма управления людьми, системами и процессами», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Различия между инструментами для контроля.Обычно статистический анализ в течение нескольких недель помогает выявить, что:
1. Мало кто из рабочих понимает, в чем состоит их работа.
2. То же самое относится и к контролерам. Производственный рабочий и контролер не согласуют друг с другом, что приемлемо, а что нет. То, что хорошо вчера, оказывается плохо сегодня.
3. Электронное контрольное оборудование сбоит. Оно то принимает изделие, то бракует такое же, и наоборот.
4. Электронное контрольное оборудование различных видов не согласуется между собой.
5. Продавец и покупатель не пришли к соглашению: ничего удивительного, ведь оборудование, используемое покупателем, не находится в согласии с самим собой. У продавца те же проблемы. Никто о них не знает.
Лишь небольшая часть контролеров и менеджеров понимают, как важен надежный контроль для морального духа производственных рабочих.
Пример. Чтобы защитить потребителя и отделить хорошее изделие от плохого, линия на выходе оснащена восемью установками для испытания. Ежедневно через этот контроль проходят примерно 3000 изделий. Собранные данные и карта (построенная машиной) показаны на рис. 26 и демонстрируют результаты за одну неделю. По установленному правилу изделия тестируются поочередно различными испытательными установками по мере выхода изделий с линии.
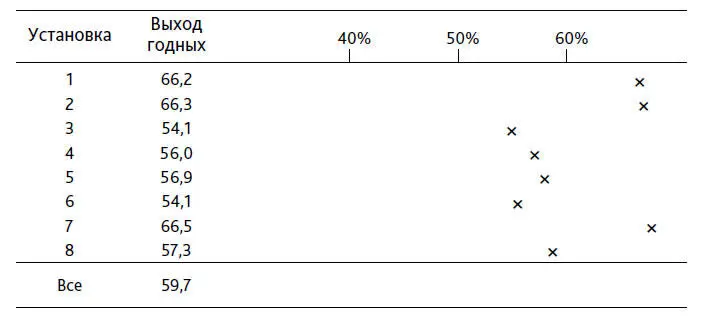
Рис. 26. Распределение измеренных значений. Нижняя граница допуска равна 6,2 тысячных дюйма, верхняя отсутствует
Очевидно, что восемь установок разделены на две группы. Разница между средними значениями устройств составляет примерно 11 %. Существует серьезная проблема. Качество зависит от того, на какой установке проводится контроль, – тревожный сигнал. Жизненно важно найти причину существования двух групп и источник такого их различия.
Можно представить разочарование производственных рабочих, изо дня в день наблюдающих очевидную и необъяснимую вариабельность и не понимающих, что основная проблема связана с измерительным оборудованием.
При наличии такой проблемы можно сначала обратить внимание на взаимодействие оператора с установкой. Машина не работает сама по себе. Она не имеет собственных показателей работы. Установка и оператор образуют команду. Смена оператора может обусловить иные результаты. В данном случае машины работали в три смены. Хорошо бы выяснить, работал ли каждый оператор в течение недели на одной и той же установке.
Сравнение двух операторов, работающих на одной установке. Вышеприведенный пример относится к ситуации, когда в работе контрольно-измерительных приборов (вкупе с операторами) отсутствует согласованность. Можно также ожидать, что прибор разлажен, а действия операторов не согласованы друг с другом. Эффективный контроль требует достижения состояния статистической управляемости системы измерений.
Удобная итоговая форма для двух наборов данных представляет собой таблицу с двумя входами (2×2). Пример таблицы 2×2 приведен в главе 15 (рис. 48). Эту таблицу легко адаптировать для различных сравнений. В данном примере мы могли бы показать результаты оператора № 1 на горизонтальной оси, а оператора № 2 – на вертикальной. Или при проверке одного оператора, работающего на двух устройствах, по горизонтальной оси можно расположить одно устройство, а по вертикальной – другое. Точки на диагонали указывают на согласованную работу. Точки за пределами диагонали свидетельствуют об отсутствии согласованности. Проверяющему следует заранее установить критерий удовлетворительности воспроизводимости испытаний и затем с помощью таблиц решить, удовлетворительны ли испытания.
Между прочим, критерий χ2 и проверка значимости, изучаемые в некоторых статистических курсах, не применимы ни здесь, ни в других местах.
Если результаты контроля представлены в единицах какой-либо шкалы измерений, например в сантиметрах, граммах, секундах, милливольтах и др., можно откладывать данные первого испытания на одной оси, а второго – на другой. Хорошее согласие должно проявиться в виде точек, находящихся на линии, проходящей под углом 45 градусов, или близких к ней, как показано на рис. 50 (глава 15).
Сравнение интервьюеров с целью улучшения результатов. Как отмечалось в главе 2, почти каждая манипуляция уникальна в своем роде. Когда что-то сделано, исправлять уже поздно. Например, когда линкор уже собран, что с ним можно сделать? Демографический опрос – аналогичный пример. Он либо состоялся, либо полностью провален. Опрос в рамках исследования потребителей – еще один пример. Анализ износа оборудования, принадлежащего телефонной компании или железной дороге, дает нам другие примеры.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»
Представляем Вашему вниманию похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.