Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
Здесь есть возможность читать онлайн «Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1993, ISBN: 1993, Издательство: Знание, Жанр: Сделай сам, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
- Автор:
- Издательство:Знание
- Жанр:
- Год:1993
- Город:Москва
- ISBN:5-07-002609-7
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993): краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Как сохранить собранный урожай в условиях городской квартиры и на участке.
Особое внимание уделено разделу «Советы, идеи, рецепты», который наверняка заинтересует всех наших постоянных читателей.
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993) — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
ЕрлыкинЛюдвиг Андреевич
«И ЖЕСТЯНЩИК, И МЕДНИК»
АртемьевЮрий Александрович
«ЧТО СОБРАЛИ — СОХРАНИМ»
---
Журнал «СДЕЛАЙ САМ»
(01)∙1993
Подписная научно-популярная серия
И ЖЕСТЯНЩИК, И МЕДНИК
Жестяницкие заботы
Л.А. Ерлыкин
Жестянщики работают в основном с тонким металлом: луженой и черной жестью, с листовым черным и оцинкованным железом. Жестянщик должен уметь пользоваться своим инструментом и, кроме того, хорошо знать паяльные и клепальные работы.
Разметка.Собираясь изготовить из куска листового металла какую-либо деталь, мы у себя должны иметь точный план этой детали. План детали может быть мысленный или зарисованный на бумаге в виде эскиза, чертежа, описания. Наконец, для составления плана можно иметь под рукой образец или макет детали.
Перенесение плана детали с точными ее размерами на заготовку называют разметочной операцией (разметкой). Обычно на металл переносят не все размеры детали, а лишь те основные линии и точки, по которым будет вестись обработка заготовки. Линии, границы, разметки на заготовке называют рисками.
Разметка бывает плоская и пространственная (объемная); плоскую разметку применяют при изготовлении деталей из листового металла. При этом сам разметочный процесс ничем не отличается от обычного черчения.
Разметку ведут на разметочных плитах. В домашних условиях заменяем плиту ровным толстым металлическим листом.
Используемый для разметки набор инструментов жестянщика не велик: кернер, чертилка, слесарный циркуль, слесарный угольник и рейсмус жестянщика.
Кернер (рис. 1) является основным инструментом, необходимым для разметки. Кернер затачивают под углом 60. Кернер под разметку отверстий затачивают с углом при вершине 120°.
Разметку ведем так: выбираем базовую точку, в которой кернером делаем углубление. Затем проводим базовую линию. Все измеряемые от базы расстояния обязательно фиксируем, делая в металле углубления кернером, и так до получения всех необходимых отметок.
Риски на заготовку наносим чертилкой (рис. 2). Она представляет собой кусок проволоки с петлей на одном конце, тогда как другой конец заточен и закален.
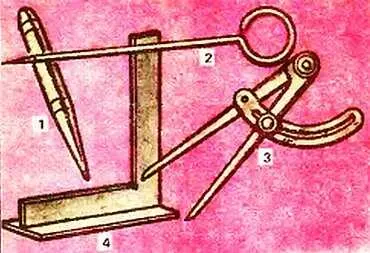
Рис. 1–4
Слесарный циркуль (рис. 3) употребляется для переноса размеров с чертежа на заготовку и для проведения элементов окружностей. При нанесении окружности на заготовку в центре круга делаем обязательно углубление кернером.
При разметке всегда необходим слесарный угольник (рис. 4). С его помощью размечаем углы в 90°.
Разметку краев заготовки для так называемой отбортовки производим реймусом жестянщика (рис. 5).
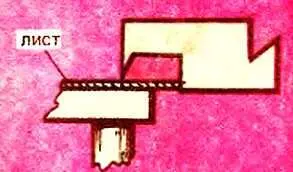
Рис. 5
Листовой металл толщиной до 1 мм режут ножницами по металлу (рис. 6).
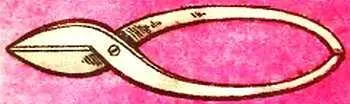
Рис. 6
Этот процесс имеет некоторые особенности: при резании лист подаем левой рукой, слегка отгибая его вверх (рис. 7, а ). Ножницы раскрываем не очень сильно, чтобы они захватывали лист, а не выталкивали его. В процессе резки линия разметки должна всегда быть в поле нашего зрения (рис. 7, б ).
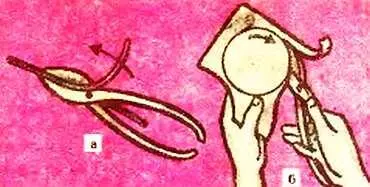
Рис. 7
Прочие вспомогательные процессы. Небольшие отверстия в листовом металле жестянщики делают пробойниками (рис. 8) или высечками (рис. 9).
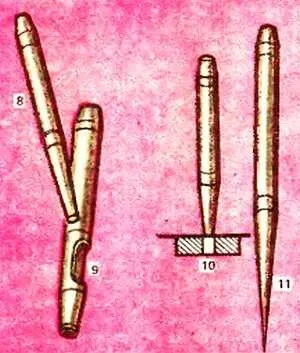
Рис. 8-11
Для точной пробивки отверстия пробойником следует пользоваться вспомогательной стальной пластиной, в которой просверлен ряд отверстий. Диаметр каждого отверстия в пластине должен быть немного больше диаметра рабочего торца соответствующего пробойника. Заготовку вначале кернят в нужном месте и кладут на вспомогательную пластину так, чтобы накерненное место оказалось точно над отверстием требуемого диаметра. Пробойник ставят в накерненное место и ударом молотка пробивают отверстие (рис. 10).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»
Представляем Вашему вниманию похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Мэриэнн Пауэр - Какая чушь [Как 12 книг по психологии сначала разрушили мою жизнь, а потом собрали ее заново] [litres]](/books/391743/merienn-pauer-kakaya-chush-kak-12-knig-po-psihologi-thumb.webp)
Обсуждение, отзывы о книге «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.