Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
Здесь есть возможность читать онлайн «Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1993, ISBN: 1993, Издательство: Знание, Жанр: Сделай сам, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
- Автор:
- Издательство:Знание
- Жанр:
- Год:1993
- Город:Москва
- ISBN:5-07-002609-7
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993): краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Как сохранить собранный урожай в условиях городской квартиры и на участке.
Особое внимание уделено разделу «Советы, идеи, рецепты», который наверняка заинтересует всех наших постоянных читателей.
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993) — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Чтобы увеличить диаметр пробитого отверстия, расширяем его бородком (рис. 11).
Для получения более крупных отверстий используют высечки (рис. 12): кладем лист на торцовый срез деревянного чурбачка и с помощью молотка пробиваем отверстие.
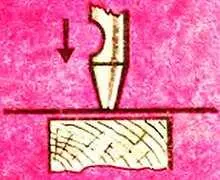
Рис. 12
На верстаке жестянщика есть тиски и правочная плита — лист толстой стали с ровной поверхностью. На плите производят правку (выравнивание) листового металла. Инструментом для правки служат киянки — деревянные молотки (рис. 13). Киянки делают из твердых пород дерева — дуба, бука и т. п.
Хорошую небольшую киянку, не дающую при обработке листа никаких забоин, то есть вмятин на металле, делают следующим образом. Заготовку из дуба или бука вырезают так, как это показано на рис. 14. Насаживают киянку на ручку, а один торец киянки обтягивают резиновым наконечником от костыля. Зубчики на резиновом наконечнике срезают ножом и опиливают рашпилем.
Вырезанные из листа заготовки соединяют между собой так называемыми жестяницкими замками (о них будет сказано ниже). Для получения замка каждый кусок листа предварительно должным образом отгибают (отбортовывают) по краю.
Отбортовку производят на специальных ломах — брусках квадратного сечения с конусообразными концами (рис. 15). В домашних условиях вместо лома используют отрезок уголковой стали, укрепленный на краю верстака.
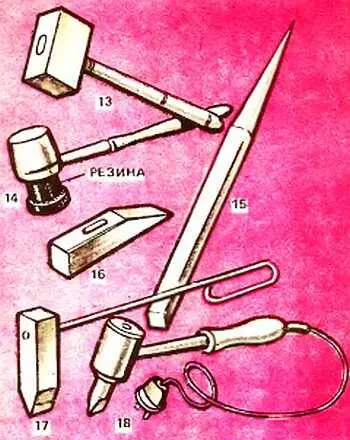
Рис. 13–18
Молоток, которым производят жестяницкие работы, весит обычно 200–400 г, носок такого молотка скошен в одну сторону и заострен (рис. 16).
Кроме перечисленного инструмента, жестянщику нужны плоскогубцы, кусачки, напильники, стальные щетки, шаберы и прочий слесарный инструмент.
Паяльные работы. Паяльные работы занимают у жестянщика особое место, с помощью их осуществляется герметичность швов.
Основным инструментом для пайки является паяльник молоткового типа (рис. 17) массой 500 г. Нагрев его жестянщик осуществляет паяльной лампой или на газовой плите. Удобен в работе электрический паяльник молоткового типа мощностью 200–300 Вт (рис. 18).
Детали перед пайкой тщательно зачищают и обезжиривают каким-нибудь растворителем (уайт-спирит, бензин Б—70, ацетон), но не целиком, а лишь в местах, подвергаемых спайке. Очищенные места смазывают флюсом и залуживают (покрывают припоем). Затем детали прикладывают друг к другу надлежащим образом, фиксируют или стягивают зажимами в этом положении и прогревают шов паяльником. Прогрев шва считается достаточным в том случае, когда припой, расплавившись, частично вытекает из зазора. После этого детали охлаждают на воздухе, и пайку можно считать законченной.
Тип шва выбирают перед пайкой в зависимости от назначения конструкции (изделия). Там, где необходимо обеспечить прочность соединения, детали паяют швом внахлестку (рис. 19, а ). Если же соединению, кроме прочности, хотят придать хороший внешний вид, применяют шов встык с накладкой (рис. 19, б ).
При изготовлении различных емкостей, бачков, заглушек и т. п. следует применять типы швов, указанные на рис. 19, в .
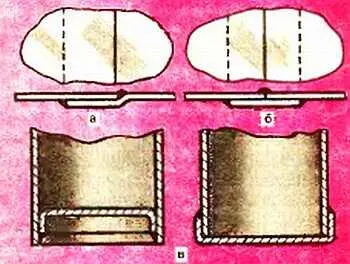
Рис. 19
Основные жестяницкие работы.Эти работы предусматривают соединение всевозможных деталей между собой с помощью жестяницких замков (их иногда называют фальцами). Рассмотрим их.
Одинарный замок без подсечки (рис. 20, а ) и с подсечкой (рис. 20, б ) — самые простые из этой серии замков. Но одинарные уступают по прочности двойным замкам, простейший из которых изображен на рис. 20, в .
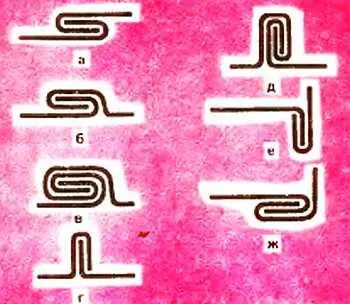
Рис. 20
Одинарных и двойных замков известно много: одинарный стоячий (рис. 20, г ), двойной стоячий (рис. 20, д ), одинарный угловой стоячий (рис. 20, е ), одинарный угловой загнутый (рис. 20, ж ) и др.
Стоячие замки применяют при кровельных работах. Одинарный угловой стоячий делают при изготовлении различных крышек, банок с широким основанием и т. п. Дно у банок вделывают, используя одинарный угловой загнутый замок.
Познакомимся с тем, как делают некоторые замки.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»
Представляем Вашему вниманию похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Мэриэнн Пауэр - Какая чушь [Как 12 книг по психологии сначала разрушили мою жизнь, а потом собрали ее заново] [litres]](/books/391743/merienn-pauer-kakaya-chush-kak-12-knig-po-psihologi-thumb.webp)
Обсуждение, отзывы о книге «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.