Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
Здесь есть возможность читать онлайн «Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1993, ISBN: 1993, Издательство: Знание, Жанр: Сделай сам, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
- Автор:
- Издательство:Знание
- Жанр:
- Год:1993
- Город:Москва
- ISBN:5-07-002609-7
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993): краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Как сохранить собранный урожай в условиях городской квартиры и на участке.
Особое внимание уделено разделу «Советы, идеи, рецепты», который наверняка заинтересует всех наших постоянных читателей.
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993) — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
После завершения первого цикла (гофрение — посадка гофров — выколотка) операции повторяют второй, затем третий раз, и так до тех пор, пока не будет получена нужная форма детали. После каждой операции выколотки заготовку отжигают. Отжиг снимает все напряжения в детали и делает металл пластичным после наклепа, образовавшегося при посадке гофров и выколотке.
Готовую деталь обрабатывают окончательно на стойке соответствующим по форме молотком с широким и плоским бойком. Этот процесс называют проглаживанием (рис. 26, д ). При этом процессе возможны варианты. Если проглаживание вести стальным молотком, то получим обработку под старину. Если же его вести киянкой с пластмассовым (капроновым) бойком, то поверхность будет ровная — «современная».
Проглаживание ведут от центра по расходящейся спирали. Удары наносят не сильно, близко друг от друга.
Выколотка деталей по матрице, или, как ее нередко называют, болванке, — процесс более легкий и простой, чем выколотка на стойке, и им охотнее пользуются медники при изготовлении серии одинаковых деталей.
Вытачивают из дерева с учетом размеров и формы будущей детали соответствующую матрицу. Закрепляют на ней отожженный медный (латунный) лист (рис. 27, а ). Деревянными фасонными молотками начинают постепенную выколотку детали. Ее начинают вести от края заготовки по сходящейся спирали. Процесс выколотки проводят в несколько циклов. После каждого цикла заготовку опускают на 1/4—1/8 общей глубины выколотки (рис. 27, б ). После того как заготовка сядет на дно матрицы, ее проглаживают стальным молотком с широким бойком.
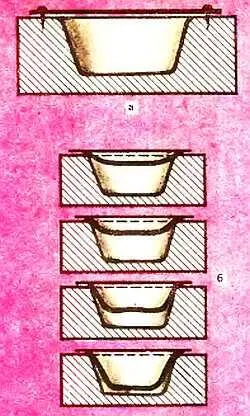
Рис. 27
Помимо выколотки, медники пользуются для изготовления различных деталей еще и способом холодной вытяжки на токарном станке. По этому способу на план-шайбе токарного станка вытачивают нужную деревянную матрицу. На матрице закрепляют отожженный лист металла (рис. 28, а ) и включают станок на самые малые обороты. Обработку заготовки ведут специальными давилками (рис. 28, б ). Давилку подводят к краю матрицы, прижимают с некоторым усилием к металлу и передвигают постепенно к центру заготовки. В результате этого в заготовке образуется лунка (рис. 28, в ). Повторяют прием несколько раз, углубляют лунку так, чтобы заготовка выровнялась точно по матрице (рис. 28, г ). Деталь готова; у нее ровные края и гладкая поверхность.
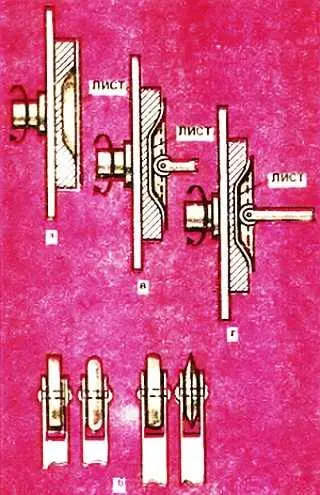
Рис. 28
Медницкие работы включают в себя, кроме рассмотренных нами, гибку и развальцовку трубок.
Гибку трубок при большом радиусе нетрудно осуществить вручную без каких-либо специальных приспособлений. При гибке трубок сложной формы с достаточно большими радиусами применяют деревянные шаблоны. Трубки предварительно отжигают.
При гибке трубок по небольшим радиусам в них возникают силы, которые способны сплющить трубку в месте изгиба. Чтобы этого не случилось, набивают трубку сухим песком, крепко заколачивают с двух сторон деревянными пробками и гнут трубку по кондуктору (шаблону). Вместо песка в трубку заливают расплавленный свинец, охлаждают и гнут ее. После этого свинец выплавляют. Иногда трубки гнут, заморозив в них предварительно воду.
Для гибки трубок по малому радиусу пользуются специальным приспособлением (рис. 29, а ). Основу приспособления составляет ролик, выточенный на токарном станке. Он имеет выемку (ручей) полукруглой формы. Диаметр ручья d равен диаметру изгибаемой трубки. Малый диаметр ролика D равен диаметру окружности, по которой — как по кондуктору — будет изгибаться трубка. Ролик вместе с двумя четырехугольными накладками закрепляют болтом на верстаке. Здесь же устанавливают упор. Заводят трубку одним концом за упор, вставляют в ручей ролика и изгибают, нажимая на длинный конец трубки как на рычаг. Приспособление недаром имеет накладки: при гибке трубки они не дают ей сплющиваться.
Фигурную гибку трубок осуществляют, используя несколько кондукторов, установленных в огузеделенном порядке на верстаке (рис. 29, б ), Развальцовку трубок производят так же, как и развальцовку пистонов. Для развальцовки толстых трубок, то есть больших по диаметру, пригодны методы, сходные с отбортовкой и гибкой фальца.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»
Представляем Вашему вниманию похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Мэриэнн Пауэр - Какая чушь [Как 12 книг по психологии сначала разрушили мою жизнь, а потом собрали ее заново] [litres]](/books/391743/merienn-pauer-kakaya-chush-kak-12-knig-po-psihologi-thumb.webp)
Обсуждение, отзывы о книге «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.