Юсуф Азимов - Современные системные технологии в отраслях экономики. Учебное пособие
Здесь есть возможность читать онлайн «Юсуф Азимов - Современные системные технологии в отраслях экономики. Учебное пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2015, ISBN: 2015, Издательство: Литагент Проспект (без drm), Жанр: economics, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Современные системные технологии в отраслях экономики. Учебное пособие
- Автор:
- Издательство:Литагент Проспект (без drm)
- Жанр:
- Год:2015
- ISBN:9785392186150
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Современные системные технологии в отраслях экономики. Учебное пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Современные системные технологии в отраслях экономики. Учебное пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Современные системные технологии в отраслях экономики. Учебное пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Современные системные технологии в отраслях экономики. Учебное пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В единичном производстве подготовительно-заключительное время включается в штучное время.
В серийном производстве норму времени на обработку партии заготовок или сборку партии сборочных единиц рассчитывают по формуле
r n = r ш·n + r n.з , (3.12)
где n – размер партии.
Штучное время и подготовительно-заключительное время на выполнение операции над одной деталью образуют норму штучно-калькуляционного времени
r ш. к= r ш+ r n.з/n, (3.13)
На основе норм времени определяют расценки выполняемых операций, рассчитывают потребное количество оборудования для выполнения программы, осуществляют планирование производственного процесса.
3.4.4. Экономическая эффективность технологии машиностроения
Типизация в технологии машиностроения определяет взаимосвязь серийности производства и издержек на реализацию технологического процесса.
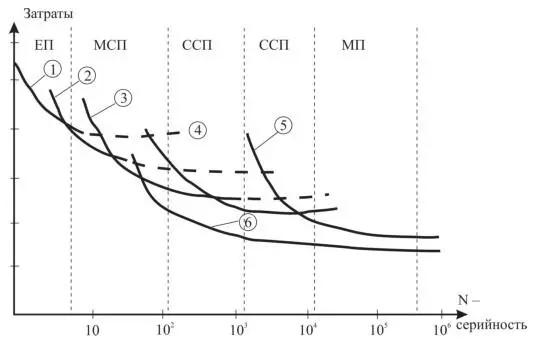
Рис. 3.5. Экономическая эффективность использования станочного оборудования в типовых технологиях машиностроения:
ЕП – единичное производство; МСП – мелкосерийное производство; ССП – среднесерийное производство; КСП – крупносерийное производство; МП – массовое производство; 1 – универсальные станки; 2 – станки с револьверной головкой; 3 – станки с ЧПУ; 4 – станки обрабатывающие центры; 5 – специальные станки; 6 – гибкие автоматизированные производства (ГАП)
Очевидно, чем выше программа выпуска изделия, тем более широко используются высокопроизводительные станки, информатизация производства, механизация, автоматизация и поточная система, что в конечном итоге создает условия минимизации издержек. Зависимость экономических издержек в машиностроении в условиях соответствующего типа производства и рационального применения станочного оборудования представлена на рис. 3.5.
Из рис. 3.5 видно, что правильное определение характера проектируемого ТП и степени его технической оснащенности, наиболее рациональных для данных условий конкретного серийного производства, является очень сложной задачей, требующей от технолога понимания реальной производственной обстановки, ближайших перспектив развития предприятия и умения проводить серьезные технико-экономические расчеты и анализы.
3.5. Классификация и виды промышленных роботов
П р о м ы ш л е н н ы й робот (ПР) – это автоматическая машина, стационарная или передвижная, состоящая из исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности, и перепрограммируемого устройства программного управления для выполнения в производственном процессе двигательных и управляющих функций (рис. 3.6).
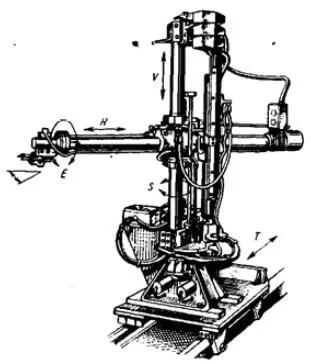
Рис. 3.6 . Промышленный робот ные роботы обеспечивают с основными видами движений
Благодаря быстрой переналадке промышленнаибольший эффект в условиях частой смены объектов производства, а также при автоматизации ручного низкоквалифицированного труда. Применение промышленных роботов в массовом производстве позволяет в короткие сроки комплектовать средствами автоматизации автоматические линии различного назначения.
Как показывает опыт, комплексное применение промышленных роботов позволяет повысить производительность труда, сменность работы оборудования, а также существенно улучшить ритмичность и общую культуру производства.
Использование роботов открывает перспективы создания принципиально новых технологических процессов, не связанных с ограничениями, налагаемыми непосредственным участием человека.
Управляемое устройство или машина для выполнения двигательных функций, аналогичных функциям руки человека, при перемещении объектов в пространстве, оснащенное рабочим органом, называется манипулятором. В зависимости от метода управления манипуляторы могут быть с ручным, автоматическим и интерактивным (комбинированным) управлением. Манипулятор с ручным управлением – устройство, в процессе управления которым непрерывно участвует оператор. Манипулятор с интерактивным управлением – устройство, в процессе управления которым автоматический и ручной методы управления чередуются во времени.
Автоматический манипулятор обеспечивает выполнение двигательных функций без участия оператора. Автооператор – неперепрограммируемый автоматический манипулятор.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Современные системные технологии в отраслях экономики. Учебное пособие»
Представляем Вашему вниманию похожие книги на «Современные системные технологии в отраслях экономики. Учебное пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Современные системные технологии в отраслях экономики. Учебное пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.