Юсуф Азимов - Современные системные технологии в отраслях экономики. Учебное пособие
Здесь есть возможность читать онлайн «Юсуф Азимов - Современные системные технологии в отраслях экономики. Учебное пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2015, ISBN: 2015, Издательство: Литагент Проспект (без drm), Жанр: economics, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Современные системные технологии в отраслях экономики. Учебное пособие
- Автор:
- Издательство:Литагент Проспект (без drm)
- Жанр:
- Год:2015
- ISBN:9785392186150
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Современные системные технологии в отраслях экономики. Учебное пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Современные системные технологии в отраслях экономики. Учебное пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Современные системные технологии в отраслях экономики. Учебное пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Современные системные технологии в отраслях экономики. Учебное пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Серийное производство условно разделяют на мелкосерийное, среднесерийное и крупносерийное . Серийность производства характеризуется коэффициентом закрепления операций за одним рабочим местом. Если за одним рабочим местом закреплено от 2 до 10 операций, т. е. коэффициент К зо=2÷10, то такое производство считают крупносерийным; при К зо= 10÷20 – среднесерийным, при К зо>20 – мелкосерийным.
Техническое обеспечение СП.Серийному производству свойственны следующие особенности: необходимость переналадки станков с операции на операцию, поскольку за одним рабочим местом закреплено несколько операций; расположение оборудования по потоку (в крупносерийном производстве) или по групповому признаку – группы токарных, фрезерных и других станков (в мелкосерийном производстве).
Условие гибкости в СП в современной технологии машиностроения реализуется благодаря введению в структуру металлообработки цифровых информационных технологий. Используется универсальное и специализированное оборудование: станки с ЧПУ (числовым программным управлением), обрабатывающие центры, станки, комплектуемые револьверной головкой.
Цифровое представление режимов резания на станках с числовым программным управлением (ЧПУ), введение программы в вычислительные блоки станка позволяют задавать движения инструментов в 3-х координатном (и не только) виде и выполнить любую операцию программы выпуска в СП (рис. 3.3).

Рис. 3.3. Компактный токарный автомат с ЧПУ
Станки с ЧПУ в современном машиностроении представляют самое перспективное направление станкостроения, способное обеспечить высокую интенсивность труда и, что еще важнее, качество изделий.
Еще более перспективным в СП является использование ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ, которые позволяют одновременно обрабатывать несколько поверхностей сложной заготовки.
Например, на заводе двигателей ОАО «КамАЗ» одной из основных операций является обработка блока цилиндров, которая выполняется на специальном станке – обрабатывающем центре «БЛОК». Работа такого станка обеспечивает выпуск высококачественных двигателей для грузовиков «КамАЗ».
Высокая производительность станков ЧПУ обеспечивается их комплектацией РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ. Револьверная головка – это механизм, в котором закреплено большое количество инструментов и имеется возможность быстрой замены инструмента на шпинделе станка (рис. 3.4).
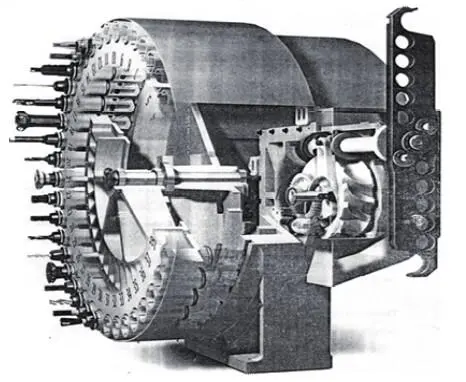
Рис. 3.4. Револьверная головка на станках Haas (время смены инструмента 1,6 сек)
Применяются гибкие автоматизированные системы станков с ЧПУ, связанные с ЭВМ, групповые поточные линии и переменно-поточные автоматические линии. Технологическая оснастка универсальная. Средняя квалификация рабочих выше, чем в массовом производстве, но ниже, чем в единичном . Квалификация станочника требует владения информационными технологиями. Технологическая документация и техническое нормирование подробно разрабатываются для наиболее сложных и ответственных заготовок при одновременном применении упрощенной документации и опытно-статистического нормирования простейших заготовок.
Трудовые издержки серийного производства.Для СП характерна высокая производительность труда за счет использования станков ЧПУ и, особенно, обрабатывающих центров. Вместе с тем, в серийном производстве при расчете норм времени на партию необходимо учитывать подготовительно-заключительное время.
Подготовительно-заключительное время r п. з затрачивается перед началом обработки партии заготовок или партии сборочных единиц и после окончания задания. К подготовительной работе относится: получение задания, ознакомление с работой, программное обеспечение ТП, наладка оборудования, в том числе установка специального приспособления; к заключительной работе относится: сдача выполненной работы, снятие специального приспособления и режущего инструмента, приведение в порядок оборудования и т. д. Подготовительно-заключительное время зависит от сложности задания, в частности от сложности наладки оборудования, и не зависит от размера партии.
В массовом производстве в силу повторяемости одной и той же операции необходимость в работах, выполняемых в подготовительно-заключительное время, отпадает.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Современные системные технологии в отраслях экономики. Учебное пособие»
Представляем Вашему вниманию похожие книги на «Современные системные технологии в отраслях экономики. Учебное пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Современные системные технологии в отраслях экономики. Учебное пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.