Виктор Маркин - Контроль качества изготовления и технология ремонта композитных конструкций
Здесь есть возможность читать онлайн «Виктор Маркин - Контроль качества изготовления и технология ремонта композитных конструкций» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Барнаул, Год выпуска: 2015, Издательство: Array Литагент МЦ ЭОР, Жанр: Технические науки, Технические науки, Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Контроль качества изготовления и технология ремонта композитных конструкций
- Автор:
- Издательство:Array Литагент МЦ ЭОР
- Жанр:
- Год:2015
- Город:Барнаул
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Контроль качества изготовления и технология ремонта композитных конструкций: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Контроль качества изготовления и технология ремонта композитных конструкций»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Представлены разработки технологических процессов, позволяющие контролировать качество не только изготовления конструкции, но и ее ремонта.
Книга рассчитана на специалистов в области конструирования и производства изделий из композитов, преподавателей, студентов и аспирантов технических вузов.
Контроль качества изготовления и технология ремонта композитных конструкций — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Контроль качества изготовления и технология ремонта композитных конструкций», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Для выбора метода или комплекса методов контроля должны быть определены вид дефектов, подлежащих выявлению, объекты (зоны) контроля, а также должны быть заданы критерии на отбраковку. По этим данным определяют возможные методы, позволяющие решить поставленную задачу. Затем, принимая во внимание критерии на отбраковку, чувствительность и специфику методов, выбирают методы и средства неразрушающего контроля для применения. При равной чувствительности предпочтение отдается тому методу, который проще и доступнее в конкретных условиях, у которого выше достоверность результатов контроля и производительность [20].
Выбранные методы контроля полуфабрикатов и деталей должны фиксироваться в нормативной технологической документации.
Глава 2
Дефекты, возникающие в конструкциях при их изготовлении
2.1 Классификация дефектов в слоистых композитах
Использование при изготовлении изделий из композиционных материалов несовершенного оборудования, система управления которым не обеспечивает заданную точность поддержания параметров технологического процесса, приводит к возникновению в структуре материала конструкции различного рода дефектов, вызывающих снижение физико-механических характеристик или увеличение их разброса, снижение несущей способности конструкции и другие отрицательные эффекты. Появление дефектов в конструкциях из композитов, армированными непрерывными волокнами или ткаными материалами, может быть связано не только с отсутствием достаточно совершенного оборудования, но и с рядом других причин, связанных с субъективными факторами (нарушением технологического процесса, загрязненностью участка формирования структуры материала и др.) [3].
Изготовление конструкций из пространственно-армированных углерод-углеродных композиционных материалов (УУКМ) является сложным, длительным, многоступенчатым процессом и зависит от десятков технологических параметров, изменение любого из которых может привести к необратимым нарушениям заданной структуры. Наличие структурных дефектов часто становится решающим фактором, определяющим работоспособность конструкций, особенно в экстремальных условиях высокоскоростного температурного нагружения и жестких требований к абляционной стойкости материалов [6].
В табл. 2.1. представлены технологические методы переработки полимерных композиционных материалов и наиболее характерные дефекты, присущие тому или иному методу.
Для проведения анализа дефектов, встречающихся в конструкциях из полимерных композитов, удобно представить их в виде блок-схемы, разделив на различные группы по относительным размерам и другим параметрам (рисунок 2.1). При этом подходе дефекты разделены на два больших класса: производственные дефекты, которые появляются в конструкциях либо в процессе их изготовления, либо в процессе изготовления составляющих материал компонент, и эксплуатационные повреждения, возникающие в конструкции в процессе ее эксплуатации. Кроме этого производственные дефекты могут быть разделены на три группы: микро-, мини- и макродефекты.
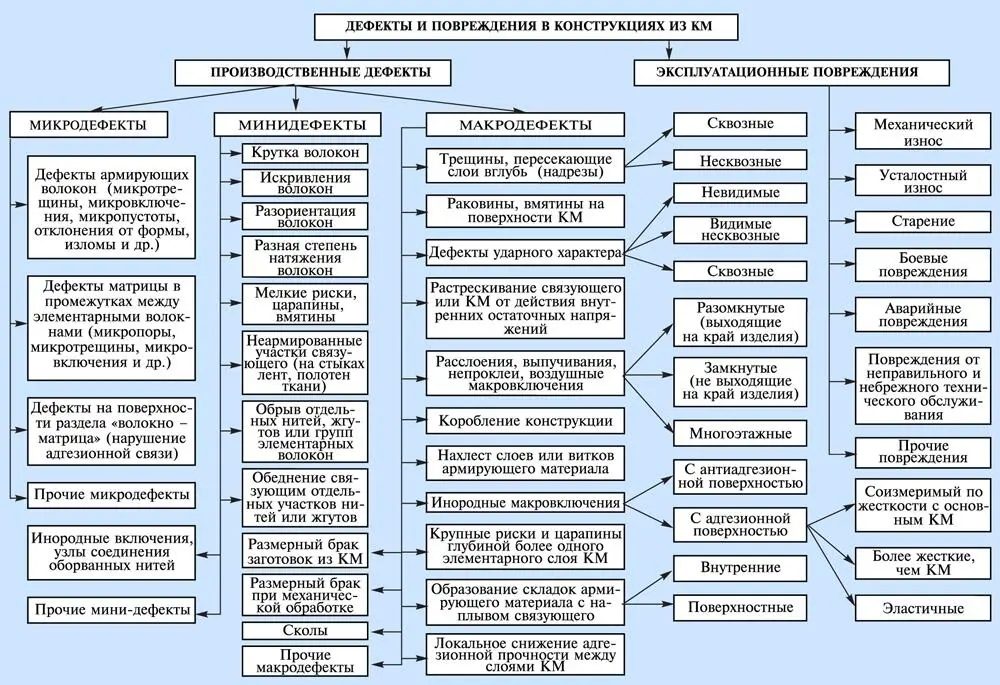
Рисунок 2.1 – Классификационная схема производственных дефектов и эксплуатационных повреждений в конструкциях из КМ
Метод контактного формирования(без прикатки, с прикаткой, с уплотнением)
Характеристика изделий: Крупногабаритные изделия сложной формы, оболочки, листы больших размеров
Дефекты формирования: Пористость, расслоения, разнотолщинность, неравномерное распределение связующего, участки неполного отверждения, увеличение разброса физико-механических характеристик, складки, разориентация волокон, участки с низким содержанием связующего, коробление изделия, риски на поверхности
Метод формирования эластичной диафрагмой
Характеристика изделий: Крупно- и среднегабаритные изделия сложной формы
Дефекты формирования: Неравномерное распределение связующего, разориентация волокон, расслоения, складки, участки неполного отверждения связующего, локальная пористость
Метод авто- и гидроклавного формования
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Контроль качества изготовления и технология ремонта композитных конструкций»
Представляем Вашему вниманию похожие книги на «Контроль качества изготовления и технология ремонта композитных конструкций» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
![Виктор Суворов - Контроль [Новое издание, дополненное и переработанное]](/books/116207/viktor-suvorov-kontrol-novoe-izdanie-dopolnenno-thumb.webp)



Обсуждение, отзывы о книге «Контроль качества изготовления и технология ремонта композитных конструкций» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.