Виталий Скляр - Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «
Здесь есть возможность читать онлайн «Виталий Скляр - Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. ISBN: , Издательство: Литагент Ридеро, Жанр: Прочая научная литература, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»
- Автор:
- Издательство:Литагент Ридеро
- Жанр:
- Год:неизвестен
- ISBN:9785448376245
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия» — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
– совершенствование технологии плавки и конструкции сталеплавильных агрегатов;
– предварительный подогрев металлолома отходящими газами перед загрузкой;
– увеличение объемов внепечной обработки стали, в частности применение агрегата ковш-печь;
– как можно большая утилизация тепла отходящих газов, шлака, охлаждающей воды и металла;
– расширение объемов непрерывной разливки стали;
– выбор оптимальных с точки зрения энергозатрат схем расположения цехов по выплавке чугуна, стали и производству проката.
В качестве ресурсосберегающих мероприятий можно рассматривать технологии переплавки легированных отходов, которые позволяют плавить лом из легированных марок сталей с максимально возможным переходом легирующих элементов в готовый металл. В этом случае возможно исключение или сокращение окислительного периода плавки.
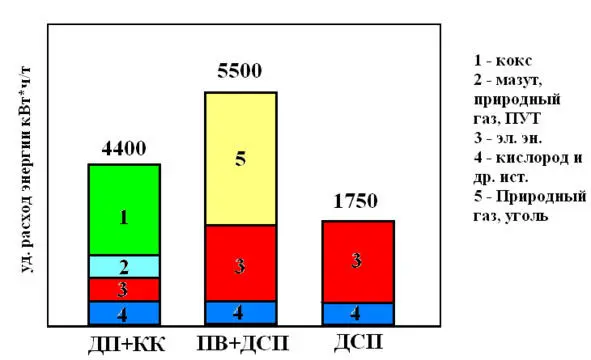
Рисунок 4.1 – Сопоставление способов выплавки стали по расходу энергии
Поскольку мартеновские печи практически полностью выведены из эксплуатации, рассмотрим пути снижения затрат только в кислородно-конвертерном и электросталеплавильном производстве.
§2. Снижение затрат энергии в кислородно-конвертерном процессе
В качестве сырья для кислородного конвертера используется жидкий чугун (70…80%) и металлолом. После загрузки исходных материалов в конвертер для выжигания «лишнего» углерода производят продувку ванны жидкого металла кислородом под высоким давлением через специальную фурму (фурмы).
Продувка разделяется на верхнюю (через погружную медную фурму), нижнюю (через донные фурмы) и комбинированную (одновременно через погружную и донные фурмы, при этом снизу может вдуваться только инертный газ). В процессе продувки кислород реагирует с углеродом и кремнием образую оксиды, при этом выделяется большое количество тепла, которое идет на поддержание температуры металла и расплавление металлолома. Однако этого количества тепла недостаточно для расплавления большего количества металлолома, чем 20…25%.
Конвертерный процесс сам по себе наименее энергоемок по сравнению с другими сталеплавильными процессами, однако использование большого количества чугуна для плавки обуславливает большую энергоемкость конвертерной стали.
Наиболее значимыми путями снижение затрат энергии в кислородно-конвертерном процессе являются:
– повышение температуры чугуна, заливаемого в конвертер, что позволяет добавить большее количество металлолома к шихте;
– увеличение доли металлолома и его предварительный подогрев отходящими газами;
– подача дополнительных энергоносителей в конвертер (измельченный уголь, природный газ);
– совершенствование технологии, в частности переход на комбинированную продувку, которая позволяет существенно уменьшить потери железа в шлаки пыль;
– проведение десульфурации, десиликонизации и дефосфорации чугуна в отдельных агрегатах или в желобе для выпуска чугуна (а не в конвертере и доменной печи);
– применение бесшлакового выпуска стали, для которого необходима установка затворов, которые перекрывают канал для выпуска стали в момент обнаружения частиц шлака в струе металла. Возможно применение также газодинамической отсечки шлака. Обнаружение шлака в этом случае производится инфракрасными или электромагнитными датчиками;
– применение более прочных огнеупоров, что обеспечивает большую стойкость кладки и соответственно увеличение производительности;
– применение технологии раздува шлака, согласно которой после выпуска стали, через фурму вдувают азот под большим давлением, и он разбрызгивает шлак по футеровке конвертера, что повышает ее стойкость;
– использование системы лазерного сканирования состояния футеровки конвертера, что позволяет производить ее оперативный ремонт, тем самым увеличивая ее стойкость.
§3. Снижение затрат энергии в электросталеплавильном производстве
В электросталеплавильном производстве применяют в основном дуговые сталеплавильные печи , на переменном и реже постоянном токе. Используются также индукционные печи в случае небольшого объема производства стали, в основном на машиностроительных предприятиях.
В ДСП переменного тока установлено три графитовых электрода (по одному на фазу), а в ДСП постоянного тока – два: один верхний графитовый и один донный – медный.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»»
Представляем Вашему вниманию похожие книги на «Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.

Обсуждение, отзывы о книге «Прогрессивные энерго- и ресурсосберегающие металлургические технологии. Учебное пособие для обучающихся по направлению «Металлургия»» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.