Владимир Завьялов - Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства
Здесь есть возможность читать онлайн «Владимир Завьялов - Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: История, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для археологов, историков, этнографов.
Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В последнее десятилетие особое внимание уделяется археометаллографическому изучению кузнечной продукции из средневековой Твери (Розанова, Терехова 2001: 109–137). Коллекция железных предметов происходит из хорошо стратифицированного раскопа 11 с территории кремля (Лапшин 2001: 221–224). Коллекция состоит из 183 экземпляров и представлена в основном такой категорией, как ножи (179 экз.). В коллекцию вошли также три топора и кинжальный клинок. Исследованные изделия укладываются в хронологические рамки с конца XIII до середины XV в., причем большая часть предметов (165 экз.) происходит из слоев, имеющих дендрохронологические даты. Материалы происходят с участков раскопа 1, 3 (1994 г.), 1, 1а, 2, 3 (1995 г.), 4, 5 (1996 г.).
По форме ножи мало меняются с течением времени. Их можно разделить условно на узколезвийные и широколезвийные. Черенок выделен в обоих случаях уступами с двух сторон. Длина клинка у узколезвийных ножей составляет 6–8 см, ширина — 1 см, длина черенка — 4–5 см; длина клинка широколезвийных ножей — 14–15 см, ширина — 1,5–2 см, длина черенка — 7–8 см. В более поздний период (XV в.) количество широколезвийных ножей увеличивается.
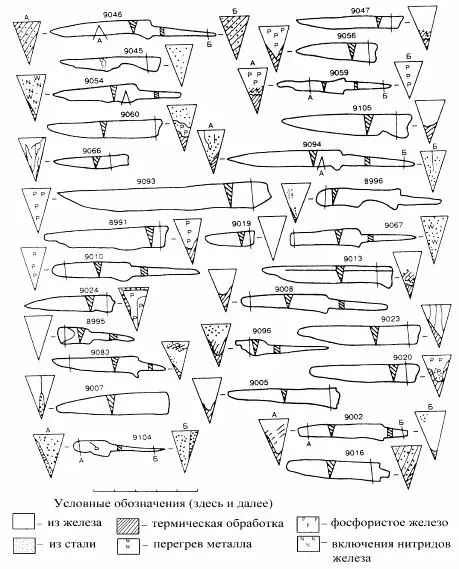
Рис. 12. Тверь. Ножи конца XIII в. и технологические схемы их изготовления
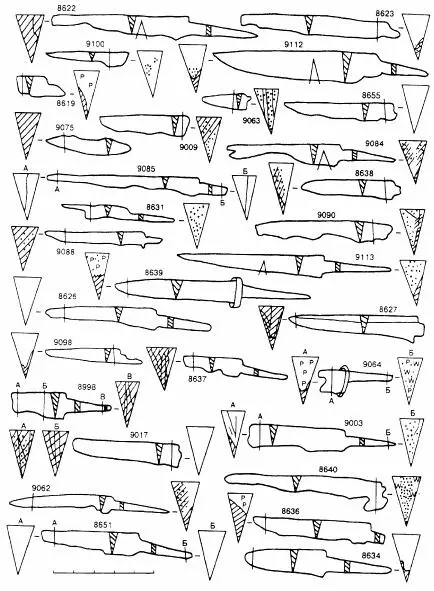
Рис. 13. Тверь. Ножи XIV в. и технологические схемы их изготовления
В XIV в. на ножах появляются обоймицы для крепления рукояти (металлографически исследовано 2 экз.). К XIV–XV вв. относятся ножи с пластинчатыми рукоятями и отверстиями для крепления накладок.
Интерпретируя полученные данные с целью определения характера технологических традиций, отметим следующее. При изготовлении изделий мастера использовали девять технологических схем. Основная масса орудий выполнена в различных вариантах схемы наварки стального лезвия на железную основу — торцовой (61 экз.), V-образной (6 экз.), косой боковой (33 экз.). Кроме того, выявлены следующие схемы изготовления ножей: целиком из железа отковано 27 экз. ножей, из неравномерно науглероженной сырцовой стали — 29 экз., из качественной стали — 1 экз., из пакетированной заготовки — 18 экз., в схеме трехслойного пакета — 1 экз., в схеме вварки стального лезвия в железную основу — 3 экз. Большинство стальных лезвий было термообработано.
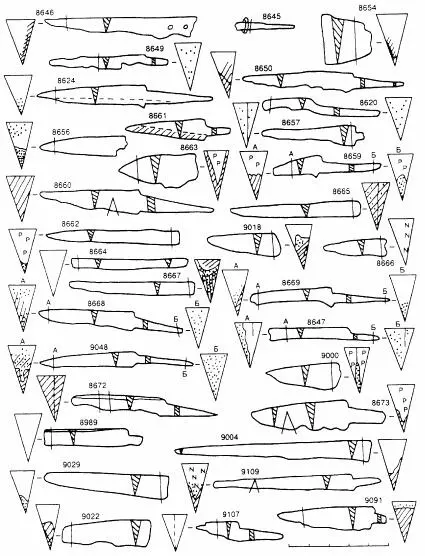
Рис. 14. Тверь. Ножи XIV в. и технологические схемы их изготовления
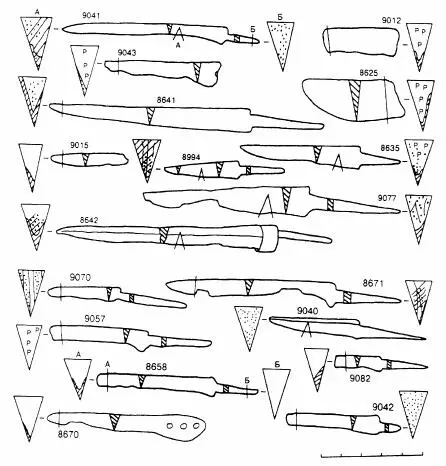
Рис. 15. Тверь. Ножи XIV в. и технологические схемы их изготовления
Таким образом, среди разнообразных технологических схем в рассматриваемой коллекции ведущей является наварка, доля которой составляет 55,2 %. В целом изделия, относящиеся к технологической группе II (различные варианты наварки, трехслойный пакет, вварка), доминируют (57,5 %). Заметим, что процент простых технологий (целиком из железа и разных сортов стали, пакетирование) также высок — 42,5 %.
Если обратиться к характеристике поделочного материала, то следует отметить, что в основном это железо обычной твердости (величина микротвердости феррита колеблется от 143 до 206 кг/мм2). Вместе с тем показателен высокий процент изделий, в которых используется высокотвердое (фосфористое) железо (17,1 %), микротвердость феррита в этом случае составляет 254–350 кг/мм2.
На одном ноже, относящемся к концу XIII в., при технологии торцовой наварки между железной основой клинка и наварным стальным лезвием отмечено использование прокладки из твердого (фосфористого) железа (рис. 12, ан. 9060).
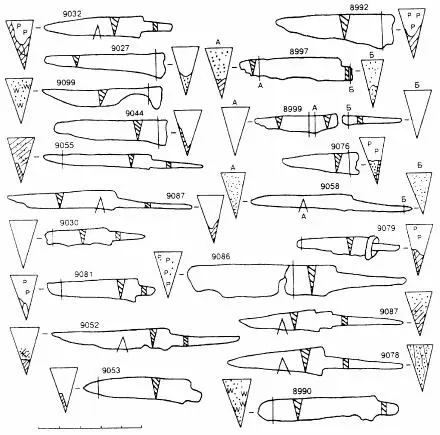
Рис. 16 . Тверь. Ножи XIV в. и технологические схемы их изготовления
Для древнерусского кузнечества такой прием нехарактерен. Видимо, так же как и упомянутые выше наконечники копий из Пскова и нож из Новгорода, это изделие представляет собой импорт.
К импортным (западноевропейским) экземплярам может быть отнесен еще один нож (рис. 12, ан. 9104), имеющий клеймо на лезвийной части клинка. Технологически он не выделяется из общей массы изделий (выполнен в технологии косой боковой наварки).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства»
Представляем Вашему вниманию похожие книги на «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
![Иван Божерянов - Великая разруха Московского государства, 1598–1612 гг. [с иллюстрациями]](/books/34973/ivan-bozheryanov-velikaya-razruha-moskovskogo-gosudar-thumb.webp)



Обсуждение, отзывы о книге «Русское кузнечное ремесло в золотоордынский период и эпоху Московского государства» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.