Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами
Здесь есть возможность читать онлайн «Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Выход из кризиса. Новая парадигма управления людьми, системами и процессами: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Выход из кризиса. Новая парадигма управления людьми, системами и процессами — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Выход из кризиса. Новая парадигма управления людьми, системами и процессами», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Потребитель ценит усилия изготовителя. Потребителю кажется, что изготовитель добросовестен, предпринимает всяческие усилия для уменьшения в будущем числа бракованных труб. Это так, но, к несчастью, его старания направлены не туда, куда следует, и, очевидно, неэффективны. Но откуда им об этом знать?
Очевидное исключение возникает, когда дефектные изделия возникают регулярно. Регулярность появления дефектных изделий следует рассматривать как некую структуру, сигнализирующую об отсутствии статистической управляемости. Тот же совет применим в тех случаях, когда существует единственно возможная, спорадически возникающая важная причина дефектных изделий. В таких случаях изучение дефектных изделий может указать на причину проблем.
Пример 4 . На фабрике по производству шин я наблюдал, как вся забракованная за день продукция складывается в одном месте, чтобы затем поступить для изучения к технологам. Это практически аналогично ситуации в примере 3: также гарантия сохранения существующих проблем.
Пример 5. Неправильное использование распределений: еще раз о компьютере без участия оператора . Штампуются раскаленные докрасна и шипящие слитки меди. Станок разрезает слитки, их желаемый вес 326 кг. Каждый слиток автоматически взвешивается, данные заносятся в компьютер.
Следующий этап – электролитическое осаждение меди, слитки формируют анод. Более легкий слиток напрасно занимает место в электролитической ванне в то время, когда более тяжелый еще обрабатывается.
Оператор, видя, что вес заготовки недостаточен, регулирует отрезающий станок, с тем чтобы увеличить вес следующей отливки, и поступает наоборот, если заготовка слишком тяжела. Устройство для автоматического взвешивания в конце дня рисует распределение весов произведенных слитков. Оператор каждое утро имеет перед собой распределение веса заготовок, произведенных накануне (рис. 40), – аналог примера компьютерной обработки без участия оператора.
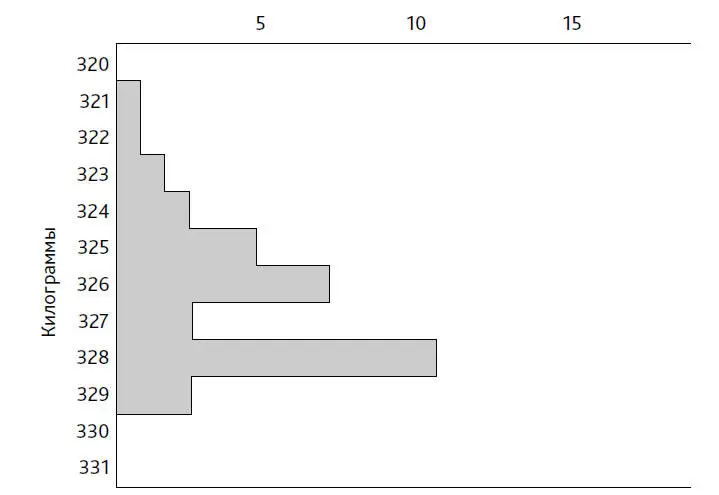
Рис. 40. Гистограмма в черашнего производства, полученная путем автоматического взвешивания и записи веса каждого слитка. Гистограмма показывает оператору, как он вчера работал, но не помогает ему достигнуть более узкого распределения вокруг желательного среднего веса. Компьютер также рассчитывает среднее значение, стандартное отклонение, асимметрию и значение четвертого момента, что абсолютно бесполезно для оператора
«Какова цель данной гистограммы?» – спросил я и получил ответ: «Это наша система контроля качества. Она показывает оператору, как он работает, что позволяет ему улучшить свою работу». – «Как давно у вас проблемы с неоднородностью веса?» – спросил я. «С тех пор как мы начали работать».
Дело в том, что оператор, регулируя станок для каждого слитка, на самом деле увеличивая разброс весов. Он следует правилу 2, или правилу 3, или правилу 4, ухудшая ситуацию, хотя и старается изо всех сил. Откуда ему об этом знать? Распределение на рис. 40 абсолютно бесполезно, это источник разочарований.
В чем ошибка использования распределения на рис. 40?Это распределение не делает различий между: а) причинами, проистекающими из системы, и б) причинами, которые оператор в состоянии исправить. Поэтому оно совершенно не помогает оператору. Оно только разочаровывает его. Контрольная карта провела бы нужное разграничение и таким образом помогла бы оператору.
Инженер, ответственный за эту операцию, объяснил мне, что ему не нужен статистический контроль качества, достаточно 100 %-ного контроля и регистрации веса каждого слитка. Оператору надо лишь подстраивать станок после каждого взвешивания. Этот инженер знал о работе все, кроме того, что было важно. Откуда он мог знать об этом?
Интересная дополнительная статистическая проблема возникает, когда мы решаем, при каком наилучшем (наиболее экономически эффективном) весе сверх его среднего значения следует обрезать заготовки с избыточным весом. Эта проблема довольно проста, и мы здесь не будем ею заниматься. Она требует анализа распределения весов, анализа стоимости обрезания заготовок с избыточным весом, анализа затрат на удлинение процесса электролиза на несколько минут, нужных для окончания обработки более тяжелых отливок в электролитической ванне.
В одной из лабораторий я видел круговую диаграмму для числа ошибок, сделанных на прошлой неделе и сгруппированных по типам, – та же ошибка, по тем же самым причинам. Менеджмент предполагал, что работники, зная об ошибках, смогут их исправить, стоит им лишь приложить усилия.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»
Представляем Вашему вниманию похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.