Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами
Здесь есть возможность читать онлайн «Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Выход из кризиса. Новая парадигма управления людьми, системами и процессами: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Выход из кризиса. Новая парадигма управления людьми, системами и процессами — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Выход из кризиса. Новая парадигма управления людьми, системами и процессами», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Указывает ли восстановление средней величины пробега на то, что именно свечи зажигания были источником проблемы? Полной уверенности в этом нет. Просто, когда подобная ситуация произойдет с другим транспортным средством, мы включим свечи зажигания в перечень возможных причин.
Грузо– и пассажироперевозчики в США (2 млн) в большинстве своем аккуратно ведут учет пройденных миль и закупленного числа галлонов топлива. Они могли бы использовать эти данные более успешно. Для обнаружения проблем водитель мог бы ежедневно вести для каждой машины простую карту хода процесса. Возможно, это занятие понравится водителю и откроет массу возможностей для него и владельца.
Контрольная карта указывает на существование причин вариаций, которые лежат вне системы. Саму причину она не раскрывает.
Карта хода процесса – это не мгновенный индикатор. Тренд из шести последовательных точек или серия из семи или восьми точек ниже или выше среднего значения обычно указывают на присутствие особой причины (см. ссылку далее).
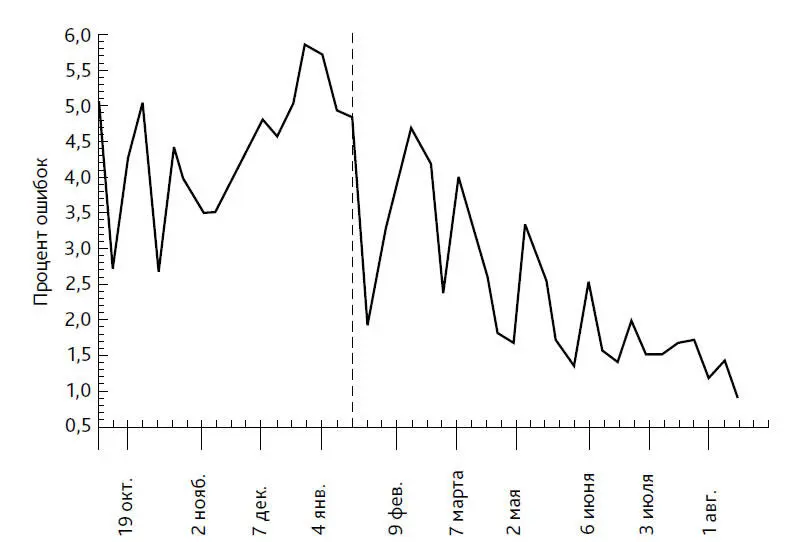
Рис. 31. Фрагмент карты хода процесса для числа миль на галлон между заправками топливного бака. Серия из девяти точек ниже среднего говорит об изменении процесса. Причина в плохих свечах зажигания. (Этот пример предоставлен г-ми Франком Белчамбером и Робертом Джеймсоном из Nashua Corporation.)
Первый урок применения статистической теории. Курсы по статистике часто начинаются с изучения распределений и их сравнения. Студентов ни на занятиях, ни в книгах не предупреждают о том, что для аналитических целей (таких как улучшение процесса) распределения и вычисление среднего, определение метода, стандартного отклонения, значений хи -квадрат, t -статистики и т. д. бесполезны, если только данные не были получены для процесса в состоянии статистической управляемости. Соответственно, первый шаг при исследовании данных – понять, получены ли они в состоянии статистической управляемости. Самый легкий путь при анализе данных – это расположить точки в порядке их появления, чтобы понять, можно ли извлечь какую-либо пользу из распределения, образованного данными [76].
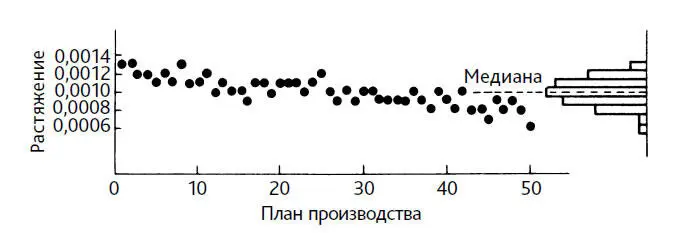
Рис. 32. Карта хода процесса для 50 пружинок, испытанных в порядке их изготовления. Если не учитывать время изготовления, данные образуют симметричное распределение, но если расположиmь их в порядке изготовления пружин, окажется, что распределение бесполезно. Например, распределение не сказало бы нам, в какой допуск могут попасть готовые пружинки. Причина в том, что здесь не существует идентифицируемого процесса
В качестве примера обратимся к распределению, которое, по-видимому, имеет наилучшие характеристики, но при этом не просто бесполезно, а вводит в заблуждение. На рис. 32 показано распределение результатов замеров 50 пружинок одного вида, используемых в фотоаппарате определенного типа. Пружинки измерялись растяжением под действием силы 20g. Распределение выглядит довольно симметричным и не выходит за пределы допуска. Возникает искушение сделать вывод, что процесс находится в удовлетворительном состоянии.
Однако значения растяжений, расположенные в порядке времени их изготовления, демонстрируют тренд в сторону уменьшения. Что-то не так с процессом изготовления или с измерительным прибором.
Любая попытка использовать распределение, показанное на рис. 32, бесполезна. Например, расчет стандартного отклонения для данного распределения не даст значения, которое можно использовать для предсказания. Оно ничего не говорит о процессе, поскольку он нестабилен [77].
Таким образом, мы получили очень важный урок – для анализа данных нужно посмотреть на них. Откладывайте точки в порядке производства изделий или в каком-то ином разумном порядке. Для некоторых проблем полезна простая диаграмма рассеяния.
Что, если кто-либо попытается использовать это распределение для расчета показателей воспроизводимости процесса? Он попадет в ловушку, из которой сложно выбраться. Процесс нестабилен. Ему вообще нельзя приписать никакой воспроизводимости. То же самое мы наблюдали при анализе рис. 2.
Распределение (гистограмма) всего лишь демонстрирует накопленные данные работы процесса, ничего не говоря о его воспроизводимости. Как мы увидим, процесс обладает воспроизводимостью, только если он стабилен. Воспроизводимость процесса достигается и подтверждается путем использования контрольной карты, но не самим распределением. Как мы уже видели, и простая карта хода процесса дает представление о воспроизводимости процесса.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»
Представляем Вашему вниманию похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.