Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
Здесь есть возможность читать онлайн «Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:

Конкретная ситуация: опасность создания потока единичных изделий для процессов с непродолжительным временем цикла
Переход от традиционных методов обработки «партиями и очередями» к потоку материалов превратился в модное увлечение. С большинством модных увлечений не обходится без крайностей, вызывающих негативные последствия. Во многих случаях «увлечение» потоком единичных изделий приводит к снижению показателей результативности. Поток единичных изделий может оказаться не самым эффективным методом при непродолжительном времени цикла (30 секунд и менее).
Задачей одного из практических семинаров по кайдзен было создание потока единичных изделий в ходе сборочной операции. Изделие представляло собой штуцер, сборка которого занимала 13 секунд. Время такта, определенное с учетом потребительского спроса, составляло 5 секунд. Работу распределили между тремя операторами и создали ячейку (еще одно модное увлечение) для передачи продукта от оператора к оператору, что необходимо для создания потока.
Несколько месяцев спустя этот участок с трудом удовлетворял потребительский спрос, а операторы вновь стали накапливать партии изделий между операциями. Как показывает график соотношения циклов на рис. 5–2, время рабочего цикла операторов не было сбалансировано должным образом.
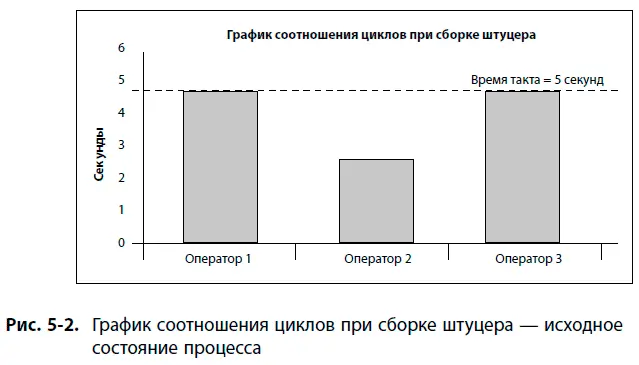
Этот дисбаланс является основной причиной, по которой операторы отклоняются от правила «никаких партий». Если операторы отклоняются от изначального плана, это явно свидетельствует о несостоятельности плана. К сожалению, обычно в таких случаях менеджмент пытается заставить подчиненных следовать правилам и поддерживать поток, вместо того чтобы остановиться и осмыслить недостатки процесса. Учитесь воспринимать отклонения, допущенные оператором, как позитивное явление! Остановитесь, понаблюдайте и выявите подлинную причину проблемы. Ее устранение пойдет процессу на пользу.
Даже если время циклов сбалансировано должным образом и создан отлаженный поток, существует еще одна менее заметная проблема. Попытки создать поток единичных изделий при очень коротком времени рабочего цикла порождают высокий коэффициент потерь, который рассчитывается как соотношение потерь и работы по добавлению ценности. Вот почему это происходит: в ходе любого рабочего процесса есть определенное количество неизбежных потерь, например нужно взять деталь и положить на место выполнения следующей операции. Эти потери можно свести к минимуму, но при самом лучшем раскладе на одно движение будет уходить от половины секунды до секунды (взять и положить). Допустим, условия оптимальны, и данная операция занимает секунду в течение рабочего цикла – полсекунды, чтобы взять деталь, полсекунды, чтобы положить ее. Получаем секунду лишних движений в течение цикла. Если продолжительность рабочего цикла пять секунд, одна секунда, потраченная на перемещение материала, составляет 20 % общего времени цикла! Если операция осуществляется за 3 секунды, этот показатель превысит 30 %. Это огромный процент потерь. Однако такие потери часто упускаются из виду, поскольку считается, что раз материал перемещается потоком, а операторы непрерывно движутся, перед нами бережливое производство. Как видите, это совсем не так.
Данную операцию можно усовершенствовать, не разбивая работу на множество разных операций в попытках создать поток, а поставив на нее двух операторов, которые будут брать деталь и обрабатывать ее от начала и до конца. За счет этого время сократится на две секунды, и в результате работа будет выполнена за 11 секунд (рис. 5–3). Чистое время, затраченное на обработку одного изделия, составляет 5,5 секунды (два человека, работая одновременно, производят два изделия каждые 11 секунды, 11 разделить на 2 = 5,5 секунды на единицу продукции), что превышает время такта на 0,5 секунды. Следующим шагом будет сокращение прочих потерь и упрощение операции, что позволит выполнять ее за 10 секунд или быстрее и обрабатывать единицу продукции за 5 или менее секунд.
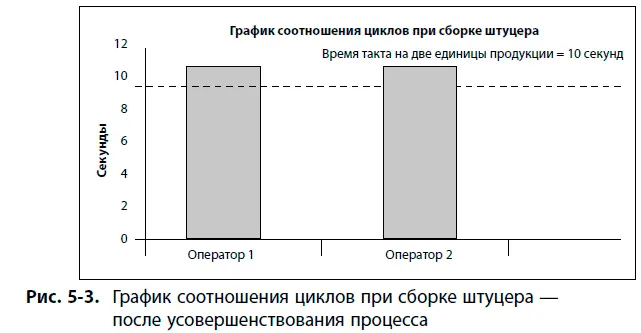
В данном примере создание потока привело к снижению производительности на 33 % (три операции вместо двух). К тому же в масштабах всего потока создания ценности данная операция была малой толикой общего материального потока. Существовали куда более широкие возможности создания потока и снижения общего времени производственного цикла за счет связывания операций на других участках с использованием методов вытягивания, описанных ниже.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»
Представляем Вашему вниманию похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.