Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
Здесь есть возможность читать онлайн «Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
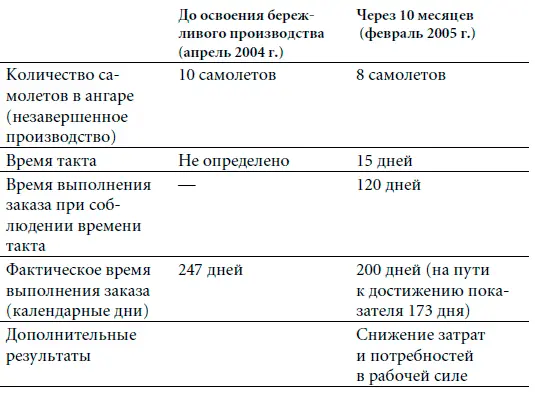
До предъявления дополнительных требований к испытаниям и работам ремонт такого истребителя занимал 247 календарных дней. Чтобы постоянно поддерживать в боевой готовности 120 самолетов, требовалось сократить время цикла до 173 дней, т. е. на 30 %.
Официально освоение бережливого производства под руководством опытного консультанта [5]началось в апреле 2004 года. Менее чем через год, к февралю 2005 года, после составления карт потока создания ценности и многочисленных практических семинаров по кайдзен стали заметны результаты, представленные в таблице.
Одно дело – наладить процесс, другое – управлять им. Этот навык требовал совершенно иного подхода к менеджменту, нежели тот, к которому привыкли нынешние руководители. Нужно было не только заниматься самыми разными инструментами – 5S, стандартизированной работой, решением проблем и т. д., но и пресечь попытки принять избыточное количество самолетов. Последняя задача была одной из самых трудных. Основа концепции потока – фиксированное количество незавершенного производства. Линия имеет определенное количество рабочих участков и «стационар», других мест для самолетов в ангаре нет. Когда ремонт одного самолета завершен и он покидает ангар, можно принимать следующий.
Это противоречило всем установкам руководителей и принятой системе показателей. Во-первых, руководство было убеждено, что, если самолет останется за пределами ангара, на его ремонт уйдет больше времени. Освоение бережливого производства доказало прямо противоположное – время выполнения заказа значительно снижается при работе над фиксированным числом самолетов. Принимать очередной самолет можно лишь после того, как освободится место в начале поточной линии, а до тех пор лучше оставить самолет за пределами ангара. Во-вторых, раньше случалось, что рабочие оставались без дела, поскольку вся работа по ремонту находящихся в ангаре самолетов была выполнена. Руководители опасались такой ситуации, поскольку их оценивали по часам работы производственных рабочих и именно из этих соображений в ангарах предусматривалось наличие вспомогательной рабочей силы. Временами, когда на ремонт поступал новый самолет, кто-нибудь из вышестоящего руководства приказывал принять его на ремонт. Консультантам по бережливому производству приходилось использовать все свое влияние, чтобы самолет вывели из ангара. Это было настоящий конфликт культур.
В ВМС были поражены результатами. База в Джексонвилле вскоре превратилась в излюбленное место экскурсий кадрового состава ВМС, ВВС, авиационных складов ВМС и других организаций, представители которых хотели увидеть подлинное бережливое производство в действии. Авиабаза стала образцом для подражания. Удивительнее всего, пожалуй, было то, что ремонт самолетов осуществлялся на линии, напоминающей сборочную. Создание поточной линии с заданным временем такта позволило заняться непрерывным совершенствованием, устранить потери и обеспечить сбалансированную работу линии в целом. Хаос и дезорганизацию стали вытеснять контроль и стабильность.
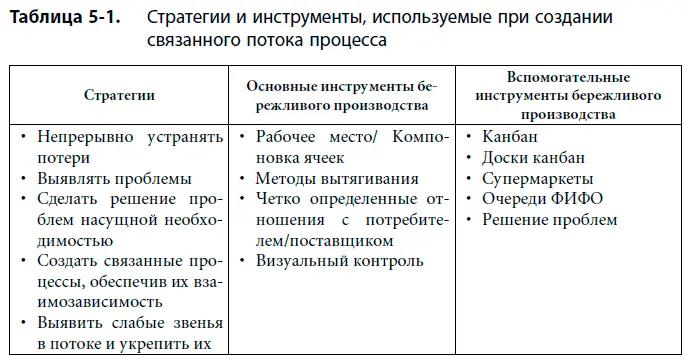
Стратегии создания связанного потока процесса
В таблице 5–1 представлены стратегии создания связанного потока процессов, а также часто применяемые основные и вспомогательные инструменты бережливого производства. В зависимости от обстоятельств можно применять как те инструменты, что уже использовались на этапе стабилизации, так и дополнительные. Что касается названных целей и стратегий, все они обязательны.
Поток единичных изделий
Стремление создать поток единичных изделий – идеал потока – превратилось в своего рода «пунктик», при этом попытки многих компаний достичь этого уровня заканчиваются неудачей. Создание потока единичных изделий чрезвычайно сложная задача, которая требует прекрасно отлаженного процесса и особых условий. Нередко создать такой поток попросту невозможно, в других случаях, прежде чем удастся выйти на этот уровень, требуется пройти множество витков спирали непрерывного совершенствования.
В качестве аналогии представьте цепочку людей, передающих ведра с водой на пожаре. За один прием из рук в руки передается только одно ведро. Так образуется поток единичных изделий, когда предмет передается одним участником цепочки в руки другого. Это требует безупречной согласованности действий всех участников цепочки. Передав ведро своему товарищу дальше по цепи, участник цепочки немедленно принимает следующее ведро от своего соседа с другой стороны. Если ритм движений двух участников цепочки не согласован, одному из них придется ждать другого, а это один из видов потерь. Добиться безупречной слаженности действий чрезвычайно сложно, это возможно лишь при четко согласованном времени цикла. Стоит кому-нибудь в линии немного замешкаться или совершить ошибку, это выбьет из колеи всех остальных, и дом сгорит.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»
Представляем Вашему вниманию похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.