Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
Здесь есть возможность читать онлайн «Людвиг Ерлыкин - И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1993, ISBN: 1993, Издательство: Знание, Жанр: Сделай сам, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)
- Автор:
- Издательство:Знание
- Жанр:
- Год:1993
- Город:Москва
- ISBN:5-07-002609-7
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993): краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Как сохранить собранный урожай в условиях городской квартиры и на участке.
Особое внимание уделено разделу «Советы, идеи, рецепты», который наверняка заинтересует всех наших постоянных читателей.
И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993) — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Рис. 11. Устройство для сварки встык пластмассовых труб:
1— труба, 2— деревянная доска, 3— гвоздь, 4— нагревательное приспособление, 5— металлические направляющие, 6— металлический лист, 7— асбестовый картон, 8— деревянная направляющая
Нагревательным приспособлением служит диск с вмонтированной в него ни хромовой спиралью. Поддерживает нужную температуру терморегулятор. Приспособление может заменить крупная металлическая шайба. Ее нагревают в пламени костра, горна, топке печи, духовке газовой плиты и т. п. Главное условие — равномерный нагрев, это обеспечит одинаковое оплавление торцов и качественное соединение.
Проверить температуру шайбы несложно. Отрезанным кусочком трубы проведите по нагретой шайбе. Если черта испарится в течение 5…8 с, температура для сварки нормальная.
Прочнее шов при сварке в раструб. Для создания раструба на токарном станке вытачивается металлическая справка (рис. 12) по размерам диаметров стыкуемых труб. Поверхность оправки отполируйте еще на станке. Диаметр ее формующей части 3 равен внешнему диаметру трубы.
Рис. 12. Металлическая оправка для образования раструба в пластмассовой трубе:
1— корпус, 2— рукоятка, 3— направляющая и формующая часть
Перед формовкой конец трубы нагревают до температуры 130…140 °C. Для этого применяют ванны с жидкой средой, например с глицерином, или печи с нагревом воздуха.
В домашних условиях это можно осуществить в духовке газовой или электрической плиты. Подготовьте лист кровельной ста пи по размерам несколько больше габаритов дверцы плиты. В листе прорежьте круглое отверстие, которое было бы больше наружного диаметра трубы на толщину листа асбеста.
Асбестом прикройте одну из сторон стального листа. В асбесте прорежьте отверстие, равное имеющемуся в стальном листе.
Нагрейте духовку до 150 °C, Откройте дверцу и на нее обоприте дверцу из стали и асбеста. В отверстие дверцы просуньте конец трубы, обернутый асбестом. Длина нагреваемого участка трубы (не обернутого асбестом) должна превосходить нужную длину раструба на 20…30 %, Время размягчения трубы подберите опытным путем. Помните, что теплопроводность пластмассы очень низка и что трубу следует медленно вращать.
Для нагрева концов труб можно воспользоваться самодельным электронагревателем. Из нихромовой или никилиновой проволоки намотайте спираль с диаметром витков в 6…12 мм. В зависимости от материала и диаметра проволоки рассчитайте ее длину.
На асбоцементную трубу с внутренним диаметром на 18…35 мм большим, чем наружный диаметр пластмассовой трубы, намотайте спираль. Установите ее на металлические подставки.
Пластмассовую трубу грейте внутри асбоцементной. Для этого пластмассовые трубы должны лежать на регулируемых опорах.
Асбоцементную трубу можно заменить металлической, обернутой несколькими слоями асбестового картона. Время размягчения конца пластмассовой трубы подберите опытным путем.
В таком электронагревателе можно греть сразу два конца разных пластмассовых труб.
После размягчения конца трубу располагают так, чтобы удобно было ввести оправку (рис. 12) до опорного пояска. Вынимают оправку после полного охлаждения.
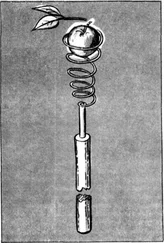
Для надежного соединения сваркой труб, имеющих на одном конце раструб, необходимо соблюдение некоторых условий, как и при сварке труб встык. Дополнительное требование состоит в том, что труба еще до подогрева должна плотно входить в раструб. Само приспособление для нагрева 4 (рис. 13) обладает выступом, называемым дорном, и впадиной — гильзой.
Рис. 13. Устройство для сварки в раструб пласт массовых труб:
1— основание центрирующее трубу, 2— труба с оплавленным концом, 3— ограничитель, 4— нагревательное приспособление, 5— оправляемый внутри раструб трубы
Приспособление должно свободно, но без значительного качания входить в трубы. Его можно подогреть паяльной лампой, газовой горелкой духовки плиты и. т. п. До нагрева на конец без раструба надевают ограничитель. В качестве последнего применяют струбцину или туго обматывают трубу металлической проволокой. Ограничитель не дает торцу трубы упереться в дно гильзы, так как это вызывает заплавление части отверстия.
Нагретое приспособление быстро переносят к трубам и дорн вдвигают в раструб, а трубу — в гильзу. Когда на трубах, у торцов дорна и гильзы, возникает кольцевой оплавленный выступ, раздвигают трубы. Вынимают приспособление и мгновенно заводят трубу в раструб до упора. С этого момента соединение не двигают до полного охлаждения. Вот когда важны соосность и недвижность опор.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)»
Представляем Вашему вниманию похожие книги на «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Мэриэнн Пауэр - Какая чушь [Как 12 книг по психологии сначала разрушили мою жизнь, а потом собрали ее заново] [litres]](/books/391743/merienn-pauer-kakaya-chush-kak-12-knig-po-psihologi-thumb.webp)
Обсуждение, отзывы о книге «И жестянщик, и медник. Что собрали-сохраним (Сделай сам №1∙1993)» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.