Александр Навроцкий - Ковка
Здесь есть возможность читать онлайн «Александр Навроцкий - Ковка» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: М., Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «АСТ», Жанр: Хобби и ремесла, Руководства, Сделай сам, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Ковка
- Автор:
- Издательство:Array Литагент «АСТ»
- Жанр:
- Год:2014
- Город:М.
- ISBN:978-5-17-081801-3
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Ковка: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Ковка»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для студентов, обучающихся по специальности «Технология художественной обработки материалов», и тех, кто желает порадовать себя и своих близких красивыми изделиями из металла, изготовленными самостоятельно.
Ковка — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Ковка», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Современные наковальни изготовляют обычно из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня. Верхняя горизонтальная плоскость п. 1 называется лицом или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости HRC 45–50 и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребру следует быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.
Конический рог (п. 7 ) предназначен для гибки полос и прутков, а также раскатки и сварки кольцевых заготовок. В некоторых типах наковален имеется промежуточная прямоугольная площадка (п. 8 ) между рогом и лицом, которая не закалена и предназначена для рубки на ней заготовок.
С противоположной стороны от рога расположен хвост (п. 3 ), представляющий собой консольную прямоугольную пирамиду, он предназначен для гибки и правки замкнутых прямоугольных заготовок. В районе рога имеется круглое отверстие (п. 9 ) диаметром 15–25 мм, которое используется при пробивке отверстий. Около хвоста расположено квадратное отверстие (п. 2 ) размером 35 × 35 мм для установки подкладного инструмента (нижняков) и других приспособлений. В некоторых типах наковален делаются два круглых отверстия разных диаметров.
Снизу у наковальни – лапы (п. 6 ), за которые она крепится специальными скобами (п. 4 ) к чурбану – стулу (п. 5 ) или металлической подставке. Для стула обычно берут массивный деревянный чурбан или пень от дуба, клена либо березы диаметром 500–600 мм. Можно набирать стул и из отдельных частей, стягивая их железными обручами. Если нет возможности подобрать необходимый чурбан, можно использовать металлические или деревянные бочки: их набивают песком, глиной, землей, хорошо утрамбовывают, а сверху кладут деревянную прокладку и на нее устанавливают наковальню.
Большое внимание следует уделить установке стула: он должен стоять вертикально и не вибрировать во время работы. Стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Верхний торец стула можно закрыть кровельным железом, что предохранит его от обгорания при попадании окалины или горячих обрубков заготовки. Высота стула зависит от роста кузнеца и определяется исходя из того, что плоскость лица наковальни должна быть на высоте 600–700 мм от уровня пола, а точнее – доходить до кончиков слегка согнутых пальцев стоящего кузнеца.
При легком ударе по хорошей наковальне раздается высокий, чистый звук, а молоток при ударе отскакивает от нее со звоном. На фото 1.1.7 а, б, в показаны наковальни и способы установки их на основание: а – на сварном основании вместе со стуловыми тисками, б – на деревянной колоде и в – на литой тумбе.
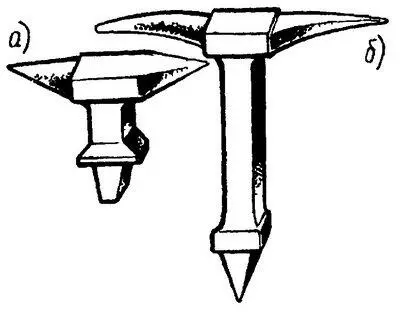
Рис. 1.1.20. Шпераки: а – для установки на основную наковальню; б – для вколачивания в землю.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы (фото 1.1.8) или специальные наковальни – шпераки (рис. 1.1.20), которые устанавливают четырехгранным хвостовиком в квадратное отверстие в основной наковальне. Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или в землю. Изготовляют шпераки методом ковки из углеродистой стали 45–50 с последующей закалкой рабочей поверхности до твердости HRC 40–47.
К ударному инструменту относятся молотки – ручники, боевые молоты и кувалды (рис. 1.1.21). Ручник – основной инструмент кузнеца, с помощью которого он кует. Про кузнецов, работающих без помощников (молотобойцев), говорили, что они куют «в одну руку», и называли их «однорукими».
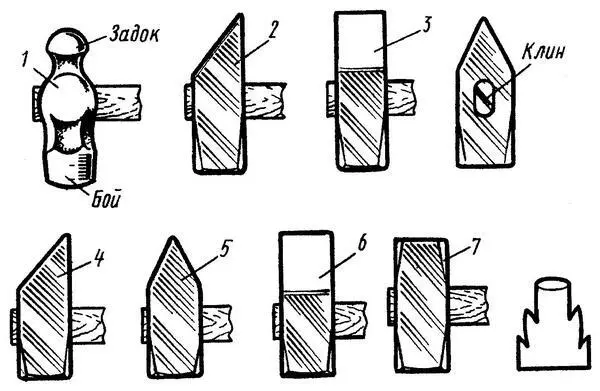
Рис. 1.1.21. Ручники (1–3), боевые молоты (4–6) и кувалда (7): 1 – с круглым задком; 2, 4 – с односторонними клиновыми задками; 3, 5, 6 – с двухсторонними клиновыми задками.
Обычно ручники (п. 1–3 ) имеют массу 0,5–2 кг, но часто используют и более тяжелые ручники, массой до 4–5 кг. Ручники имеют разнообразные формы головок. Так, для управления процессом ковки при работе с молотобойцами кузнецы применяют ручники с легкой головкой, у которой задок имеет шарообразную форму (п. 1 ). Для ковки изделий применяют ручники с тяжелой головкой с клинообразным продольным (п. 3 ) или поперечным (п. 2 ) задком. Такая форма головки ручника более универсальна, так как наряду с бойком кузнецы работают и задком, разгоняя металл. Головки ручников изготовляют ковкой из углеродистых и легированных сталей (стали 45, 50, 40Х), рабочие поверхности (бой и задок) термически обрабатывают до твердости HRС 48–52. Рукоятки делают из тонкослойных пород дерева (граба, клена, кизила, березы, рябины, ясеня) длиной 350–600 мм. Рукоятки должны быть гладкими, без трещин, удобно лежать в руке.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Ковка»
Представляем Вашему вниманию похожие книги на «Ковка» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Ковка» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.