Евгений Банников - Сварка
Здесь есть возможность читать онлайн «Евгений Банников - Сварка» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: АСТ, Кладезь, Жанр: Хобби и ремесла, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Сварка
- Автор:
- Издательство:АСТ, Кладезь
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварка: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварка»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварка», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
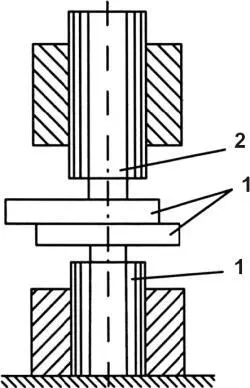
Рис. 17. Схема холодной сварки без предварительного зажатия свариваемых деталей:
1 – свариваемые детали; 2 – пуансоны.
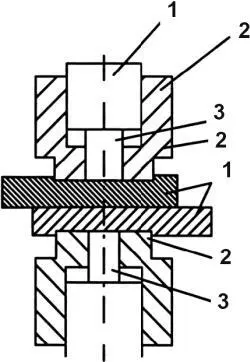
Рис. 18.
Схема холодной сварки с предварительным зажатием свариваемых деталей:
1 – свариваемые детали;
2 – прижимы; 3 – пуансоны
Недостатком этого способа является коробление деталей, что особенно затрудняет сварку деталей больших толщин (более 4 мм), а также деталей из металлов с малой пластичностью (нагартованная медь, алюминий).
Способ сварки с предварительным зажатием деталей (рис. 18) позволяет устранить основные недостатки предыдущего способа (без фиксации деталей). Отличие в том, что рабочий выступ пуансона изготавливают в виде отдельной детали, подвижной относительно опорной части, предназначенной для зажатия деталей с начала процесса сварки и до его окончания. Зажатие деталей между опорными частями (прижимами) (2) производят до вдавливания рабочих выступов пуансонов (3) в металл детали или одновременно с ним. За счет этого устраняется коробление свариваемых деталей и увеличивается прочность сварного соединения. Прочность сварного соединения растет с увеличением глубины вдавливания рабочих пуансонов в металл.
Максимальная прочность получается в том случае, когда рабочие пуансоны углубляются в металл почти на полную его толщину. При этом способе сварки давление на прижимы рекомендуется в пределах 3–5 кгс/мм 2. Площадь прижима должна превышать площадь торца рабочего выступа пуансона в 15–20 раз. В частности, при сварке алюминия конечное давление на рабочий пуансон составляет 40–150 кгс/мм 2площади торца его рабочего выступа – в зависимости от толщины свариваемого металла.
Точечная холодная сварка с односторонним деформированием (рис. 19) применяется в том случае, когда по эстетическим или техническим причинам требуется ровная с какой-то одной стороны поверхность сварного соединения. Прочность сварного соединения при одностороннем деформировании достигает максимального значения при глубине вдавливания около 60 % толщины свариваемых деталей. Дальнейшее увеличение углубления пуансона не приводит к росту прочности сварного соединения. При сварке металлов с разной толщиной вдавливание пуансона рекомендуется выполнять со стороны более тонкого металла, а при значительной разнице в толщинах (например, 10 мм + 1 мм) сварка уже невозможна.
Для получения качественного соединения перед сваркой материал необходимо тщательно зачищать от окисных пленок и обезжиривать от любых органических пленок. Даже прикосновение пальцев рук резко снижает прочность сварного соединения. Прочность соединения способом холодной сварки зависит от относительной глубины вдавливания пуансона и качества подготовки поверхности.
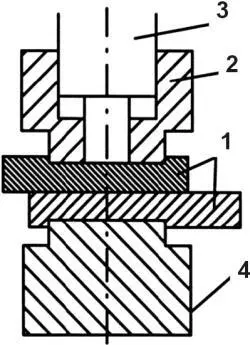
Рис. 19.
Схема холодной сварки с односторонним деформированием деталей:
1 – свариваемые детали; 2 – прижим;
3 – пуансон; 4 – основание.
Минимальная глубина вдавливания инструмента определяется свойством материала.
Холодная шовная сварка
Для холодной шовной сварки применяют специальные ролики. При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение деталей и по этой линии может происходить излом. Поэтому такой способ используют для сварки кольцевых и продольных швов в замкнутых контурах.
Для различных металлов и их сплавов разработаны технологические приемы холодной шовной сварки. Например, для алюминия и его мягких сплавов рекомендованы следующие параметры:
• диаметр роликов – 50 S;
• ширина рабочего выступа ролика – (1–5) S;
• высота рабочего выступа ролика (0,8–0,9) S,
где S – толщина свариваемых деталей.
Для сварки алюминия и мягких сплавов толщиной 2+1,5 мм усилие, прилагаемое к роликам в рабочем режиме, равно 1,8 тс. Используют два типа шовной сварки:
• с односторонним деформированием металла;
• с двухсторонним деформированием металла.
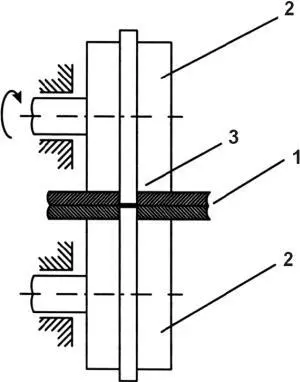
Рис. 20.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварка»
Представляем Вашему вниманию похожие книги на «Сварка» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Сварка» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.