Василий Трояновский - Ремонт часов
Здесь есть возможность читать онлайн «Василий Трояновский - Ремонт часов» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1961, Издательство: Машгиз, Жанр: Справочники, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Ремонт часов
- Автор:
- Издательство:Машгиз
- Жанр:
- Год:1961
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:3.33 / 5. Голосов: 3
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Ремонт часов: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Ремонт часов»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга «Ремонт часов» предназначена для лиц, занимающихся ремонтом часов.
Ремонт часов — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Ремонт часов», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В часовых мастерских находят применение станки и более простой конструкции с ручным приводом (фиг. 20).
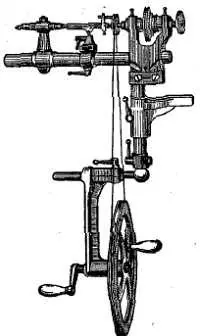
Фиг. 20. Настольный токарный станок, с ручным приводом.
Операции точения и в таком станке производят с применением хомутиков (фиг. 21, а ), оправок (фиг. 21, б ) или рольков. Оправки могут иметь форму, показанную на фиг, 22, а-в , а рольки — на фиг. 23, а и б .
Фиг. 21. Точение детали с применением хомутика для оправки.
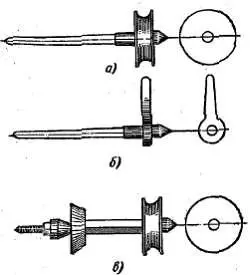
Фиг. 22. Различные формы оправок.
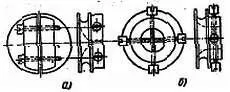
Фиг. 23. Рольки.
Станок, у которого деталь приводится в движение струной на луке, показан на фиг. 24. Такой станок имеет набор центров, предназначенных для выполнения различных операций (фиг. 25).
Фиг. 24. Станок со струйным двигателем.
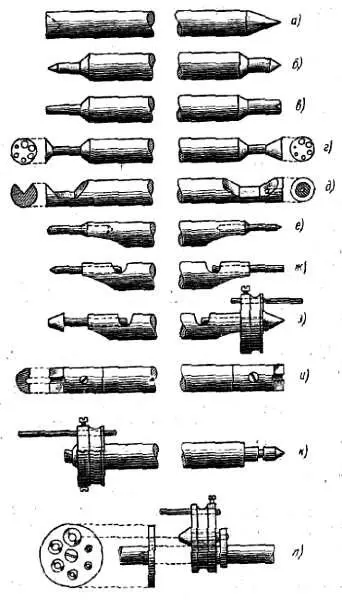
Фиг. 25. Набор центров:
а- в— для разных работ; г— для заточки и полирования цапф; д— для заточки на конус; еи ж— эксцентричные для разных работ; з— для работы с хомутиком; и— для заточки и полирования крупных цапф; к— для точения с хомутиком для крупных работ; л— для сверления отверстий и полирования цапф.
Задняя бабка токарного станка позволяет закреплять деталь в центрах при выполнении различных работ (обточка, шлифование и др.).
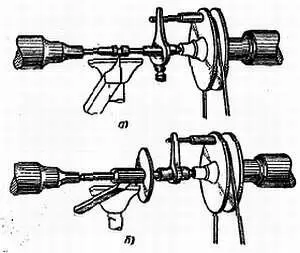
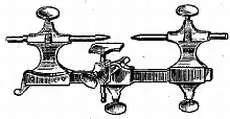
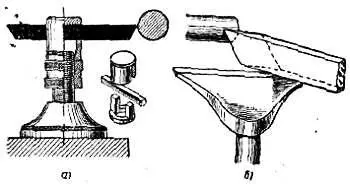
На фиг. 26 показаны приспособления, устанавливаемые на задней бабке. Их используют при полировании (фиг. 26, а ) и точении (фиг. 26, б ), а также при других работах, требующих поддержания детали.
Фиг. 26. Приспособления к токарному станку.
При точении некоторые резцы устанавливают в специальную державку, закрепляемую на суппорте станка (фиг. 27, a ), a особые резцы (штихели) удерживают рукой на подручнике (фиг. 27, б ).
Фиг. 27. Державки для резцов.
Точение деталей на часовых станках производят преимущественно штихелями, которые имеют различные сечения, обусловленные их назначением.
Наибольшее распространение получили штихели с квадратным профилем. Формы заточки штихелей показаны на фиг. 28.
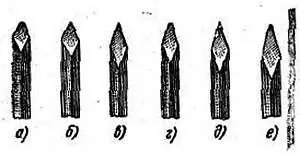
Фиг. 28. Формы штихелей:
а - сполукруглой режущей вершиной; би в— с острой режущей вершиной: г— с прямой вершиной; д— с подрезом для расточки; е— фигуркой.
Обточка поверхности детали большой длины может производиться боковыми гранями штихеля (фиг. 29), однако, как правило, точение ведется вершиной штихеля. Штихель должен резать металл, а не рвать его.
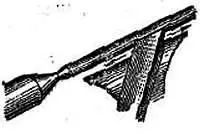
Фиг. 29. Прием работы штихелями.
Получение чистой поверхности детали во многом зависит от заточки резца и штихеля. Плоскость штихеля должна быть не только заточена под соответствующим углом, но и тщательно отполирована.
Вершина и грани штихеля не должны иметь самых малейших выбоин и зазубрин, так как последние оставляют на обрабатываемой поверхности следы и затрудняют резание.
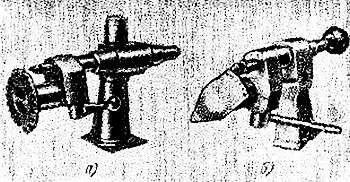
Заточка штихеля может быть выполнена на специальном заточном или токарном станке с закреплением оправки камня в цанге станка. На фиг. 30, а и б показаны приемы заточки. Стрелками указано направление вращения камней.
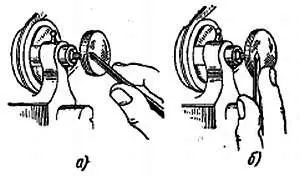
Фиг. 30. Заточка штихелей.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Ремонт часов»
Представляем Вашему вниманию похожие книги на «Ремонт часов» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Ремонт часов» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.