Sandip K. Lahiri - Profit Maximization Techniques for Operating Chemical Plants
Здесь есть возможность читать онлайн «Sandip K. Lahiri - Profit Maximization Techniques for Operating Chemical Plants» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Profit Maximization Techniques for Operating Chemical Plants
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Profit Maximization Techniques for Operating Chemical Plants: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Profit Maximization Techniques for Operating Chemical Plants»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
defines strategic planning and implementation techniques for managers, senior executives, and technical service consultants to help increase profit margins.
The book provides in-depth insight and practical tools to help readers find new and unique opportunities to implement profit optimization strategies. From identifying where the large profit improvement projects are to increasing plant capacity and pushing plant operations towards multiple constraints while maintaining continuous improvements—there is a plethora of information to help keep plant operations on budget.
The book also includes information on:
● Take away methods and techniques for identifying and exploiting potential areas to improve profit within the plant
● Focus on latest Artificial Intelligence based modeling, knowledge discovery and optimization strategies to maximize profit in running plant.
● Describes procedure to develop advance process monitoring and fault diagnosis in running plant
● Thoughts on engineering design , best practices and monitoring to sustain profit improvements
● Step-by-step guides to identifying, building, and deploying improvement applications
For leaders and technologists in the industry who want to maximize profit margins, this text provides basic concepts, guidelines, and step-by-step guides specifically for the chemical plant sector.
Profit Maximization Techniques for Operating Chemical Plants — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Profit Maximization Techniques for Operating Chemical Plants», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
This book has been written to fill this gap with the following people in mind: practicing process or chemical engineers, production engineers, supervisors, and senior technicians working in chemical, petrochemical, pharmaceuticals, paper and pulp, oil and gas companies and petroleum refineries across the globe. This book will also become particularly useful for large numbers of managers, general managers, top level senior executives, and senior technical service consultants whose main jobs include strategic planning and implementation of various optimization projects to increase profit in chemical process industries. Undergraduate and postgraduate chemical engineering students and business students who want to pursue careers in the chemical field will also greatly benefit from this book. The book is aimed at providing various intelligent computational tools to engineers and managers working in CPI who face challenges and are looking for new ways to increase profit in running chemical plants. This book aims to convey concepts, theories, and methods in a straightforward and practical manner.
This book provides engineers with all practical aspects of profit maximization projects, as well as practical advice on how to derive maximum benefits from running plants.
The book will present various intelligent computation techniques covering profit optimization strategy, application methodology, supporting structures, and assessment methods. In short, it will describe completely new ways and techniques to maximize profit for process plants and how to sustain profit improvement benefits.
Short on background theory and long on step‐by‐step application procedures, it covers everything plant process engineers and technical managers need to know about identifying, building, deploying, and managing profit improvement applications in their companies. Readers are able to take away new ways to increase profit in their current plant, background computational tools and techniques for identifying profit improvement opportunities, and analysis, optimization, and monitoring procedures that are required to identify, assess, implement, and sustain profit improvement opportunities.
1.3 What is Profit Maximization and Sweating of Assets All About?
In chemical process industries (CPIs), profit maximization is attained in many fragmented ways. Energy managers in a plant try to increase profit by increasing energy efficiency, production engineers increase profit by pushing the plant to its highest possible capacity, control engineers try to optimize the plant in real time by advance process control, maintenance engineers try to maximize the critical single line equipment availability by doing proper preventive and predictive maintenance, reliability engineers try to reduce the failure rate by proper inspection, the human resource (HR) department tries to reduce manpower cost and increase employee's productivity, safety engineers try to minimize the incidence and accident rate, etc., and many people try to maximize profit in a multi‐dimensional fragmented way. However, all of the above approaches are not independent but are deeply interrelated and sometimes conflicting. For example, running equipment beyond its design limit for maximization of plant capacity will definitely increase its failure rate. Therefore, profit maximization is an approach that sees all these conflicting attempts in a holistic way and evaluates the strategy that will maximize profit of the plant in the long run and sustain it.
In simple terms, profit maximization means maximize dollar per hour generation from the plant and make sure that this is sustained. In mathematical terms,
Maximize
Profit generation in $/h terms from the plant
Subject to constraints: all process and safety constraints need to be honored and all equipment limitations should not be violated
Some common ways to maximize profit are (but not limited to) (Lahiri, 2017a):
Maximize plant throughput while obeying all operational and safety limits imposed by the designer.
Minimize raw material and utility consumption.
Reduce production costs by maximizing process efficiency (like catalyst selectivity, yield).
Increase plant and process equipment reliability while obeying all design and safety limitations so that the profit‐making production process can be sustained for longer periods, etc. In still other cases, there is a tradeoff between increased throughput and decreased process efficiency and so process optimization is needed.
There are many multi‐faceted dimensions of the profit maximization project. The profit maximization project (PMP) involves all the activities to increase profit in the plant. As the scope is vast and multi‐disciplinary, this book only addresses some of the ways that are related to chemical engineering/process engineering and suggest some alternative new ways to generate profit, some of which are given in Figure 1.2below.
Critically assess current plant operation and identify and exploit the opportunities.
For any process unit, there are various constraints and limits, as shown in Figure 1.1which stops the plant from continuously increasing capacity (Lahiri, 2017b).
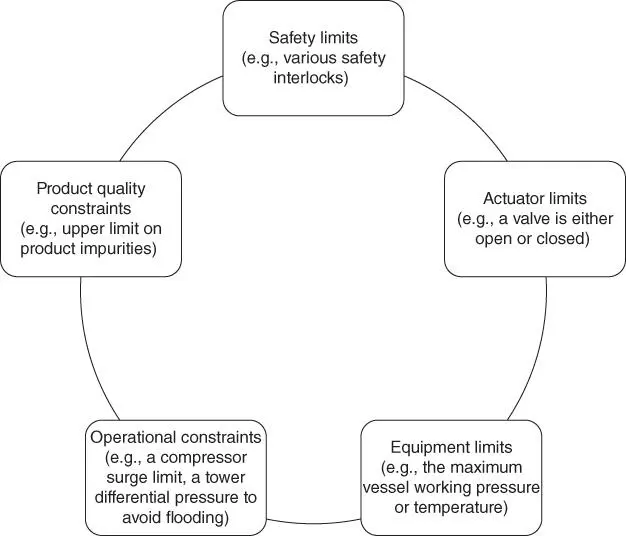
Figure 1.1Various constraints or limits of chemical processes
The normal operating zone for any process is bounded by these limits. It is a common tendency among panel operators and production engineers to operate the plant at the center of this acceptable operating region, far from any constraints. The reason is simple: the panel operator gets a maximum amount of time to respond to disturbances before it drives the process beyond the acceptable operating region. This center region is the comfort zone of the operator as it gives some flexibility in operation. However, to get maximum profit from the process, it has to push several constraints or limits and usually this most economic operating point lies at the edge of the boundary limit (see Figure 1.2) (Lahiri, 2017a).
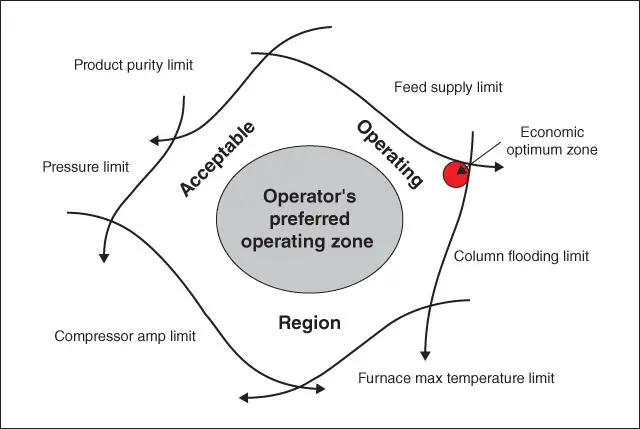
Figure 1.2Optimum operating point versus operator comfort zone
The most common way to increase profit is to run the plant at maximum possible capacity. This essentially means push the plant to its limit so that multiple pieces of equipment or assets touch their maximum operating limits. This is called “sweating of the asset.” One major target of the profit maximization project is sweating of all assets in the plant. Plant engineers and managers are also considered as valuable human assets of the company and sweating them intellectually is also needed.
Running the plant at maximum capacity does not mean to run it at its nameplate capacity, i.e. process flow diagram (PFD) capacity. That is the bare minimum target. All over the world, good companies are running at 125–150% of their nameplate design capacity. Normally they follow three basic steps to increase plant capacity:
Step 1: A 10–15% capacity increase over its nameplate design capacity is usually possible by exploiting the design margin usually available in process equipment.
Step 2: Another 5–10% capacity increase is possible by a small investment or minor modifications with resources already available in the plant or outside with little capex.
Step 3: Rest 20–25% capacity can be done by a major revamp and with big capex.
All good plants follow these three steps in order and continuously improve themselves so that with the same plant they can run 25–50% extra capacity. This is one of the surest ways to increase profit.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Profit Maximization Techniques for Operating Chemical Plants»
Представляем Вашему вниманию похожие книги на «Profit Maximization Techniques for Operating Chemical Plants» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Profit Maximization Techniques for Operating Chemical Plants» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.