Manuel Sánchez Fulgueira - Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Manuel Sánchez Fulgueira - Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
El material de partida es una barra de diámetro 100 mm y longitud 90 mm. La velocidad máxima del husillo es de 2.000 rpm.

El programa queda de la siguiente manera:
| N010 G53 | ORIGEN PIEZA FASE 1 |
| N020 T0202 | |
| N030 G90 G71 | |
| N040 G92 S2000 | |
| N050 G96 S200 M03 | |
| N060 G95 F0.1 | |
| N070 G00 G41 X102 Z0 | |
| N080 G01 X0 M08 | FASE 1, OPERACIÓN 1 |
| N090 G00 G42 X84 Z1 | |
| N100 G01 X96 Z-5 | FASE 1, OPERACIÓN 2 |
| N110 G01 Z-45 | |
| N120 G00 G40 X200 Z200 M09 M05 | |
| N130 M00 | FIN FASE 1 |
| N140 G54 | ORIGEN PIEZA FASE 2 |
| N150 T0202 | |
| N160 G92 S2000 | |
| N170 G96 S200 M03 | |
| N180 G95 F0.1 | |
| N190 G00 G41 X102 Z0 | |
| N200 G01 X0 M08 | FASE 2, OPERACIÓN 1 |
| N210 T0101 | |
| N220 G94 F100 | |
| N230 G96 S150 | |
| N240 G00 G42 X100 Z5 | FASE 2, OPERACIÓN 2 |
| N250 G68 P0 = K46 P1 = K0 P5 = K3 P7 = K0.5 P9 = K0 P13 = K500 P14 = K520 | |
| N260 G00 G40 X200 Z200 M09 | |
| N270 T0202 | |
| N280 G92 S2000 | |
| N290 G96 S200 | |
| N300 G95 F0.1 | |
| N310 G00 G42 X44 Z1 M08 | |
| N320 G01 X66 Z-12 | FASE 3, OPERACIÓN 3 |
| N330 Z-27 | |
| N340 G03 X96 Z-42 I0 K-15 M09 M05 | |
| N350 G00 G40 X200 Z200 | |
| N360 M30 | FIN DEL PROGRAMA |
| N500 G01 X66 Z-12 | |
| N510 G01 X66 Z-27 | |
| N520 G03 X96 Z-42 I0 K15 |
Conviene comentar que en la línea 250, la orden G68 es un ciclo fijo de desbaste según el eje Z. A continuación, se da una breve explicación:
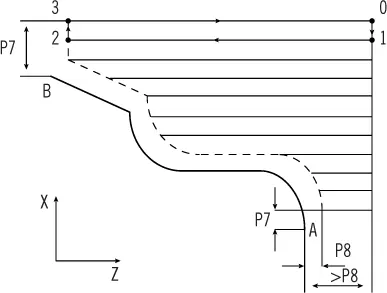
1 P0: coordenada X absoluta del punto inicial del perfil.
2 P1: coordenada Z absoluta del punto inicial del perfil.
3 P5: paso máximo (distancia entre pasadas horizontales).
4 P7: sobreespesor para acabado según el eje X.
5 P8: sobreespesor para acabado según el eje Z.
6 P9: indica si se realiza la pasada de acabado dentro del mismo ciclo. Si se desea utilizar otra plaquita para el acabado, es necesario realizar la pasada de acabado fuera del ciclo. En este caso, se programa P9 = K0.
7 P13: número de bloque donde comienza la definición del perfil.
8 P14: número de bloque donde finaliza la definición del perfil.
4. Codificación y secuenciación de las operaciones de mecanizado por arranque de viruta
A continuación, se va a plantear el estudio previo al comienzo de la producción de una pieza desde un enfoque totalmente práctico. El alumno no debe atender tanto a la estructura y sintaxis del programa de control numérico, ya que eso se estudiará más adelante, y sí a los diferentes pasos a ejecutar antes de obtener la pieza en su forma definitiva.
4.1. Ejemplo. Pieza 1
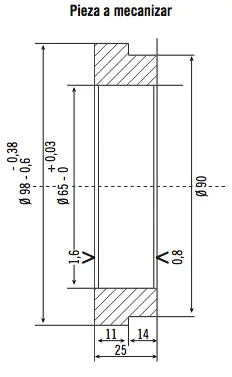
Se va a realizar el programa de mecanizado para la pieza representada en el plano:
1 Material: Fundición.
2 Tamaño de la pieza de partida: Ø 100 × 30.
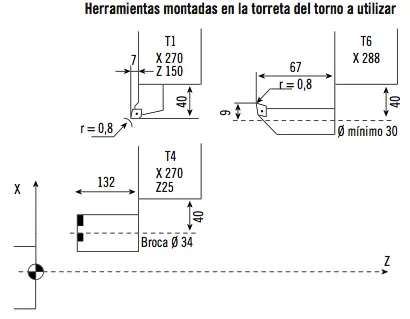
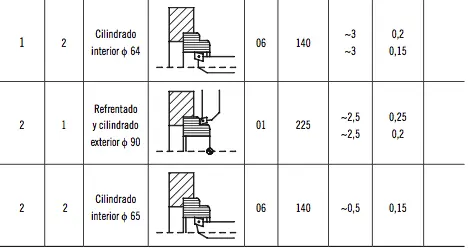
Una vez se tiene el plano de la pieza a fabricar, se conocen los parámetros de trabajo de las máquinas que habrá que utilizar y las herramientas disponibles. Hay que esquematizar el proceso en fases (por máquina), subfases (por agarre) y operaciones (por el tipo de operación). En este caso simple, solo hay una máquina, con lo que a las subfases se las llamará fases para simplificar.

Nota
Los demás parámetros que se pueden añadir a este esquema inicial del proceso de mecanizado son datos de la máquina y las herramientas.
Un croquis de cada una de las operaciones ayuda mucho a la hora de que el operario haga el programa y facilita la localización de posibles errores.
En este caso, quedaría:
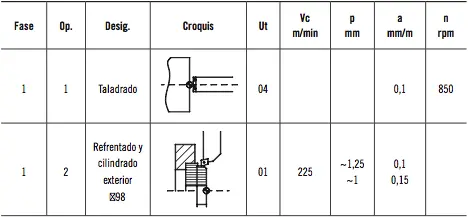
Una vez se tiene la planificación de las diferentes operaciones, solo queda codificar el programa, resultando lo siguiente:
| OPERACIÓN 1 | |
| N10 G50 X270 Z25 S850 M41 T0400 | GIRO TORRETA HTA. 4 |
| N20 G97 S850 M04 | RPM FIJAS |
| N30 G00 X0 Z10 T0404 | LLAMADA AL CORRECTOR |
| N40 G01 Z7 F5 | MECANIZADO |
| N50 Z-35 F0.1 | “ |
| N60 G00 Z7 | “ |
| N70 G00 X270 Z25 T0400 | RETIRADA A CAMBIAR |
| OPERACIÓN 2 | |
| N80 G50 X270 Z150 S1250 T0100 M41 | GIRO TORRETA HTA. 1 |
| N90 G96 S225 M03 | VELOCIDAD DE CORTE FIJA |
| N100 G00 X110 Z0 T0101 | LLAMADA AL CORRECTOR |
| N110 G01 X30 F0.1 | MECANIZADO |
| N120 G00 X91.554 Z1.5 | “ |
| N130 G01 X97.49 Z-1.468 F0.15 | “ |
| N140 Z-13 F0.15 | “ |
| N150 G00 X270 Z150 T0100 | RETIRADA A CAMBIAR |
| OPERACIÓN 3 | |
| N160 G50 X228 Z90 S1000 T0600 M41 | GIRO TORRETA HTA. 6 |
| N170 G96 S140 M03 | VELOCIDAD DE CORTE FIJA |
| N171 G00 X40 Z4 T0606 | LLAMADA AL CORRECTOR |
| N173 G01 Z-32 F0.2 | MECANIZADO |
| N174 G00 X38 Z1.5 | “ |
| N175 X46 | “ |
| N176 G01 Z-32 | “ |
| N177 G00 X44 Z1.5 | “ |
| N178 X52 | “ |
| N179 G01 Z-32 | “ |
| N180 G00 X50 Z1.5 | “ |
| N181 X58 | “ |
| N182 G01 Z-32 | “ |
| N183 G00 X56 Z1.5 | “ |
| N220 X70.95 | “ |
| N230 G01 X64 Z-1.975 F0.15 | “ |
| N240 Z-32 F0.15 | “ |
| N250 G00 X62 Z5 M14 | “ |
| N260 G00 X288 Z90 T0600 M05 | RETIRADA A CAMBIAR |
| N270 M00 | PARADA PROGRAMADA |
En este momento, tras la primera fase, la pieza está como se muestra en la imagen.
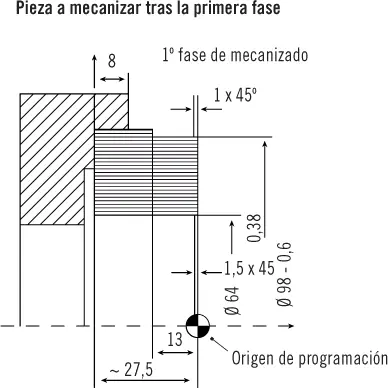
Ahora habrá que cambiar el agarre para poder mecanizar el resto de la pieza.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.