Manuel Sánchez Fulgueira - Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Manuel Sánchez Fulgueira - Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
2 Subfase: operaciones realizadas en un mismo amarre de la pieza.
3 Operación: operaciones realizadas con la misma herramienta/ciclo de mecanizado.
4 Designación: descripción de la operación individual.
5 Croquis: esquema simple de la operación.
6 Hta: especifica el útil a usar.
7 Vc, n, p, a: condiciones de corte.

Nota
La calidad de un corte en un proceso de mecanizado por arranque de viruta depende de factores asociados a la máquina y al fluido de corte utilizado, pero también influyen las condiciones de corte elegidas.
Dicha elección determinará la rapidez con la que se realiza el mecanizado de una pieza o el acabado superficial que se obtendrá.
Los parámetros que definen las condiciones de un proceso de corte son:
1 Vc, velocidad de corte.
2 p, penetración o profundidad de cada pasada (también se puede definir el número de pasadas, con lo que queda determinado la profundidad de cada una de ellas).
3 a, avance o velocidad de avance.
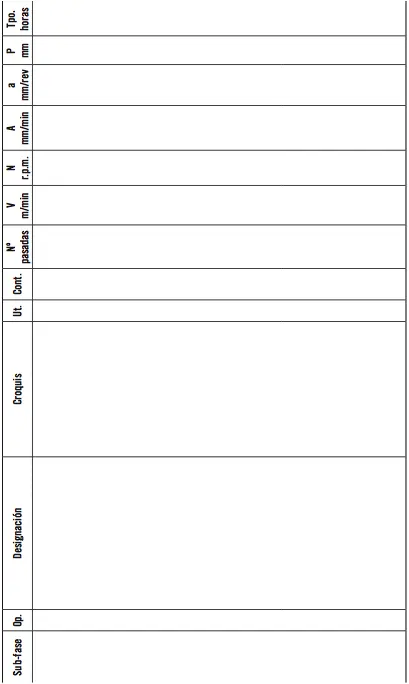
Ejemplo de una hoja de proceso
2.3. Orden de fabricación
Una vez se tiene la hoja de proceso de un determinado producto, se genera la orden de fabricación técnica, que autoriza al responsable de taller a comenzar la fabricación. En este tipo de orden, quedan recogidas una descripción física de los productos, las necesidades materiales para fabricarlos y la mano de obra necesaria para la fabricación.

Aplicación práctica
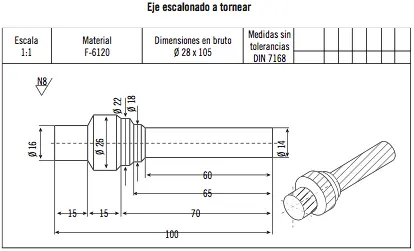
Esquematice las distintas operaciones y su orden para tornear el siguiente eje escalonado. No hay que especificar las condiciones de corte.
SOLUCIÓN
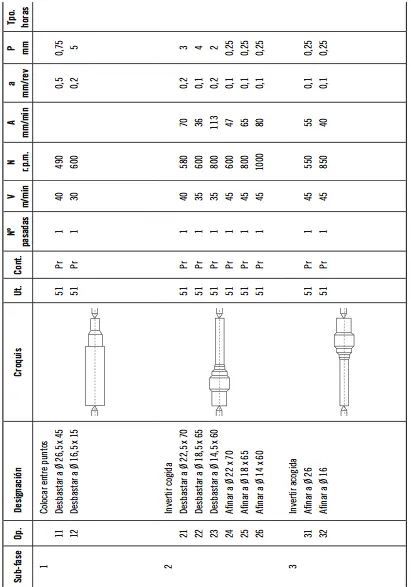
Distintas operaciones para tornear el eye escalonado
En la solución, se muestran las condiciones de corte adoptadas en el mecanizado del eje, para que el alumno pueda comprobar cómo se modifican las mismas según se realice una pasada de desbaste o una pasada de acabado. Es importante hacer notar esos cambios para conseguir un acabado superficial óptimo y de calidad en la pieza final.
Nota
Al mismo tiempo, en la orden de fabricación, se describen las operaciones a realizar, así como el plazo de fabricación.
3. Relación de funciones de programación de CNC y operaciones de mecanizado
El programa de mecanizado debe ser introducido en el control numérico de una forma adecuada para que este lo interprete de manera correcta. Deberá contener todos los datos geométricos y tecnológicos necesarios para que la máquina-herramienta ejecute las operaciones necesarias.
El programa está compuesto por bloques que contienen una serie de instrucciones en un determinado código, llamado código ISO, que permiten controlar en todo momento el desplazamiento relativo de la punta de la herramienta en relación a la pieza.
Las funciones que componen el código ISO se estudiarán con más profundidad más adelante, pero conviene mencionarlas para ir familiarizándose con ellas:
1 Funciones preparatorias (G): permiten posicionar la herramienta, indicar el tipo de trayectoria, aplicar una compensación longitudinal o radial por tamaño de herramienta, etc.
2 Funciones de control de avances y velocidades de corte (F, S): para fijar la velocidad de avance y corte de la máquina.
3 Funciones de control de herramientas (T): contienen la información sobre la geometría de las herramientas que se van a utilizar en cada fase, para poder aplicar la compensación en radio y/o longitud.
4 Funciones auxiliares (M): contienen información tecnológica, como activar el refrigerante o especificar el sentido de giro del husillo.

Ejemplo
N0010 G00 X105.00 Y-137.00 Z0.00
Este bloque indica a la herramienta de una fresadora que se desplace de la manera más rápida que permitan los actuadores de la misma al punto dado por las coordenadas (105,-137,0), desde una posición inicial de partida.
A continuación, se muestra la asignación de caracteres, según norma ISO 841, para las distintas funciones.
| Función | Significado |
| A | Valor angular en grados, respecto al eje X. |
| B | Valor angular en grados, respecto al eje Y. |
| C | Valor angular en grados, respecto al eje Z. |
| D | Ángulo para un eje distinto a los X, Y o Z, o velocidad de avance suplementaria. |
| E | Ángulo para un eje distinto a los X, Y o Z, o velocidad de avance suplementaria. |
| F | Velocidad de avance de la herramienta. |
| G | Función preparatoria. |
| H | Disponible por la norma. |
| I | Disponible por la norma. |
| J | Disponible por la norma. |
| K | Disponible por la norma. |
| L | Disponible por la norma. |
| M | Función auxiliar. |
| N | Número de bloque o línea. |
| O | Aconsejado no utilizarla para evitar confundir con el número cero. |
| P | Movimiento auxiliar terciario paralelo al eje X. |
| Q | Movimiento auxiliar terciario paralelo al eje Y. |
| R | Movimiento auxiliar terciario paralelo al eje Z o desplazamiento rápido según dicho eje. |
| S | Función de velocidad de rotación del husillo. |
| T | Identificador de herramienta. |
| U | Movimiento auxiliar secundario paralelo al eje X. |
| V | Movimiento auxiliar secundario paralelo al eje Y. |
| W | Movimiento auxiliar secundario paralelo al eje Z. |
| X | Movimiento principal según el eje X. |
| Y | Movimiento principal según el eje Y. |
| Z | Movimiento principal según el eje Z. |
3.1. Ejemplo de programa de mecanizado para torno CNC
A continuación, se va a realizar el programa de mecanizado para torno CNC, para obtener la pieza representada en la siguiente figura.
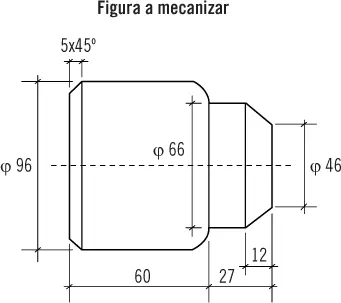
El mecanizado se llevará a cabo bajo las siguientes condiciones:
1 Desbaste:Velocidad de corte 150 m/min.Avance 100 mm/min.Plaquita cuadrada de 9 mm de lado, con un ángulo de posición de 90º. Montada en la posición de la torreta 1, con el corrector de herramienta 1.
2 Acabado:Velocidad de corte 200 m/min.Avance 0.1 mm / rev.Plaquita rómbica de 7 mm de lado, radio de punta 0,2 mm y montada con un ángulo de posición de 95º. Montada en la posición de la torreta 2, con el corrector de herramienta 2.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.