Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
Здесь есть возможность читать онлайн «Майк Ротер - Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «Альпина», Жанр: management, management, foreign_business, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-9614-3074-5
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В такой ситуации предыдущие процессы будут иметь тенденцию выпускать изделия, которые не нужны последующим процессам (их потребителям) в настоящее время и которые будут выталкиваться на хранение. При таком способе работы процессов партиями и выталкиванием почти невозможно выстроить гладкий поток работ от одного процесса к другому, характерный для бережливого производства.

Чтобы отразить на карте перемещение выталкиваемых материалов, используйте полосатую стрелку. На заводе Acme Stamping только отдел отгрузки связан с потребителем. Все остальные процессы выпускают продукцию в соответствии с графиком, следовательно, передача изделий от одного процесса к другому происходит путем выталкивания. Поэтому мы рисуем стрелку выталкивания между всеми процессами.
Будьте осторожны с перемещением материалов, которые многие называют вытягиваемыми, хотя на деле они все еще выталкиваются. (См. «Правила создания бережливого потока создания ценности», где обсуждаются вытягивающие системы супермаркета.) Чтобы перейти к вытягивающему производству, нужно производить и доставлять детали с применением канбан (информационной карточки о начале работы) и в том объеме, который указан в нем.
Регулирование графика с помощью наблюдения не создает настоящего вытягивающего производства.

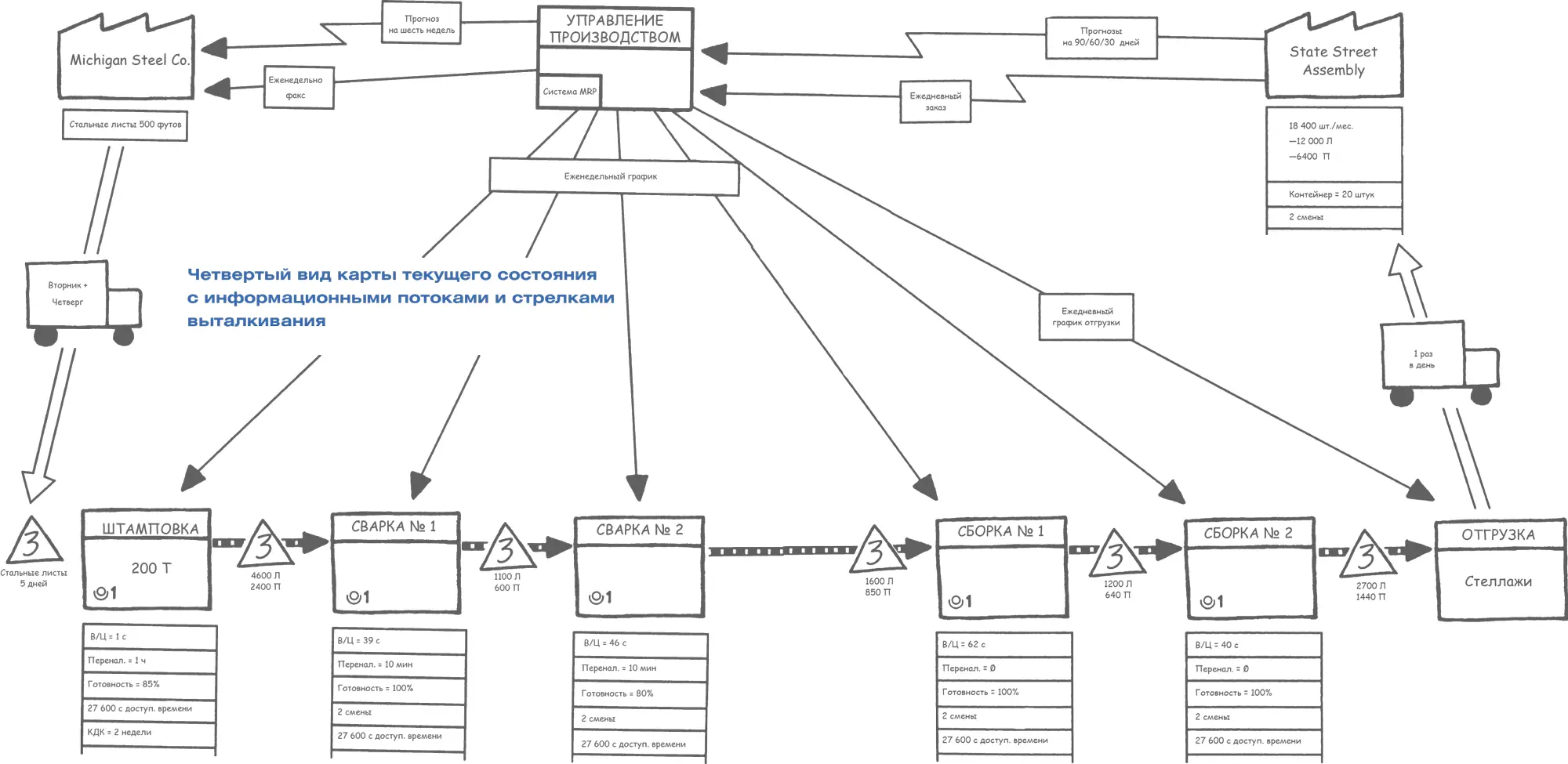
Глядя на почти законченную карту, вы можете понять, как в общем виде выглядят все карты потоков создания ценности. Поток материалов изображается слева направо в нижней части карты, а поток информации идет справа налево в верхней ее части. Теперь вы можете понять, чем отличается карта потока создания ценности от другого инструмента визуализации, используемого при анализе операций, – схемы компоновки оборудования. Карта потока создания ценности делает хаос событий, показанный на такой схеме завода, понятным и с точки зрения потока создания ценности, и с точки зрения потребителя продукции.

Используя данные наблюдений за текущими операциями, нарисованные или записанные на карте, мы можем подытожить текущее состояние этого потока создания ценности. Нарисуйте под прямоугольниками процессов и треугольниками запасов линию времени, на которой будет указываться время выполнения заказа, требуемое для прохождения одного изделия всего пути в цехе, начиная от поступления сырья и заканчивая отгрузкой потребителю.
Чем меньше время выполнения вашего заказа на продукцию, тем короче интервал времени между оплатой сырья и получением платы за готовый продукт, изготовленный из полученных материалов. Уменьшение времени выполнения заказа на продукцию приводит к увеличению оборачиваемости запасов – показателю, с которым вы, возможно, уже знакомы.
Время выполнения заказа (в днях) для каждого треугольника запасов вычисляется следующим образом: количество запасов делится на ежедневный потребительский спрос. Суммируя время выполнения каждого процесса (прямоугольник) и время хранения запасов (треугольник) в материальном потоке, мы можем получить хорошую оценку общего времени производственного цикла. На заводе Acme Stamping эта оценка составляет 23,6 дня. (При вычислении общего времени выполнения заказа для карт с многочисленными потоками используйте в качестве времени выполнения заказа наиболее длительный путь.)
Теперь сложите только интервалы времени, добавляющие ценность, или интервалы обработки для каждого процесса в потоке создания ценности. Сравнив время добавления ценности или время обработки с общим временем прохождения заказа, вы будете потрясены. На заводе Acme Stamping общее время обработки, затрачиваемое на производство одного изделия, составляет только 188 секунд, в то время как на прохождение этого изделия через весь завод требуется 23,6 дня.
На заводе Acme Stamping время прохождения заказа через процесс и время цикла – одно и то же. Однако во многих случаях время прохождения одного изделия через процесс больше времени цикла. Вы можете изобразить на карте время прохождения заказа через процесс и время добавления ценности следующим образом:
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности»
Представляем Вашему вниманию похожие книги на «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Учитесь видеть бизнес-процессы. Построение карт потоков создания ценности» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.