Владимир Золотницкий - Как продлить жизнь своего автомобиля
Здесь есть возможность читать онлайн «Владимир Золотницкий - Как продлить жизнь своего автомобиля» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Как продлить жизнь своего автомобиля
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Как продлить жизнь своего автомобиля: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Как продлить жизнь своего автомобиля»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга адресована всем автомобилистам.
Как продлить жизнь своего автомобиля — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Как продлить жизнь своего автомобиля», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Наибольший износ побывавших в эксплуатации гильз измеряют индикатором-нутромером в верхней части цилиндра, в области поршневых колец. Если износ на конусность и овальность превышает 0,2 мм, то гильзу надо растачивать под ремонтный размер или заменить новой. Образованный верхним поршневым кольцом поясок в верхней части гильзы срезают шабером.
Прежде чем вынуть гильзу из блока, ее необходимо замаркировать порядковым номером и пометить ее положение в блоке, чтобы в дальнейшем в случае годности их можно было бы установить на прежние места.
Затем следует проверить зазор между юбкой поршня и менее изношенной нижней частью гильзы в плоскости, перпендикулярной поршневому пальцу. Допустимый зазор между изношенными деталями – 0,1–0,25 мм.
У поршня наиболее подвержены изнашиванию отверстия в бобышках под поршневой палец, юбка и канавки поршневых колец. Палец не должен свободно перемещаться в отверстиях бобышек поршня.
Высота компрессионных канавок в поршне 2+0,07+0,05мм, высота компрессионных поршневых колец – 2–0,12. Максимальный зазор – 0,082, минимальный – 0,050 мм. Высота маслосъемной канавки в поршне – 5+0,055+0,035мм, высота маслосъемных колец 0,7–0,4 + 3,50,1 + 0,7–0,04 мм, максимальный зазор – 0,335 мм, минимальный – 0,135 мм. Если зазор между канавкой и верхним поршневым кольцом больше 0,15 мм, то поршень заменяют.
Для надежного уплотнения нижнего гнезда блока цилиндров с гильзой, чтобы охлаждающая жидкость не попала в поддон картера, необходимо изношенное и разъеденное коррозией посадочное гнездо блока тщательно очистить от шлама, обезжирить и промазать эпоксидным клеем. Перед установкой гильзы в гнездо блока на нее надевают уплотнительное медное кольцо, смазанное тонким слоем герметика. Гильза должна входить в гнездо свободно, без усилий. Для обеспечения надежного уплотнения верхний торец гильзы должен выступать над плоскостью блока на 0,02–0,10 мм. Чтобы гильза не выпадала, ее надо закрепить держателем.
Следующий этап работы – подбор поршневого пальца к шатуну. Палец во втулке верхней головки шатуна должен при комнатной температуре перемещаться под усилием большого пальца руки и в то же время не должен выпадать из втулки под собственным весом (поршневой палец должен быть слегка смазан маслом).
Поршневой палец следует запрессовать в поршень и шатун с помощью оправки (рис. 12).
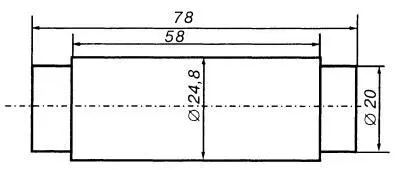
Рис. 12. Оправка для запрессовки поршневого пальца в поршень и шатун.
Поршень нагревают до 70 °C (в горячей воде).
Поршни ставят по метке «назад», выбитой на поршне. Отверстие для смазки зеркала цилиндра в нижней головке шатуна диаметром 1,5 мм должно быть обращено в сторону, противоположную распределительному валу.
По гильзе необходимо проверить поршневые кольца. Зазор в стыках должен составлять 0,3–0,5 мм у компрессионных колец, у стальных дисков маслосъемных – 0,3–0,7 мм. В изношенных гильзах наименьший зазор – 0,3 мм. Щупом надо проверить боковой зазор между кольцами и стенкой поршня: зазор для верхнего и нижнего компрессионных колец должен быть 0,05–0,082 мм и для сборного маслосъемного – 0,135–0,335 мм.
Поршневые кольца надевают на поршень: сначала маслосъемное кольцо, потом нижнее компрессионное, потом верхнее. При этом нижнее компрессионное кольцо, имеющее внутреннюю выточку, ставят этой выточкой вверх, обращенной к донышку поршня.
Поршни в сборе контролируют по массе. Разница в массе у поршней в сборе с шатуном, пальцем и поршневыми кольцами должна быть не более 8 г. Массу поршня можно уменьшить снятием металла со щек, например фрезерованием торца бобышек до размера не менее 23 мм от оси отверстия под поршневой палец. Массу шатуна изменяют фрезерованием прилива на верхней головке до размера не менее 19 мм от центра головки и фрезерованием прилива на крышке нижней головки до глубины не менее 36 мм от ее центра.
Вставлять поршни в гильзы следует так: протереть постели шатунов и их крышек, протереть и вставить в них вкладыши; провернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ; смазать вкладыши, поршень, шатунную шейку вала и гильзу маслом; развести стыки поршневых колец под углом 180° друг к другу, стыки дисков маслосъемного кольца – под углом 180° друг к другу и на 90° по отношению к стыкам расширителей; вставить поршень в гильзу с помощью конического приспособления для сжатия поршневых колец (рис. 13).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Как продлить жизнь своего автомобиля»
Представляем Вашему вниманию похожие книги на «Как продлить жизнь своего автомобиля» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Как продлить жизнь своего автомобиля» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.