В. Арбузов - Броненосец ПЕТР ВЕЛИКИЙ
Здесь есть возможность читать онлайн «В. Арбузов - Броненосец ПЕТР ВЕЛИКИЙ» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 1993, Жанр: Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Броненосец ПЕТР ВЕЛИКИЙ
- Автор:
- Жанр:
- Год:1993
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Броненосец ПЕТР ВЕЛИКИЙ: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Броненосец ПЕТР ВЕЛИКИЙ»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Броненосец ПЕТР ВЕЛИКИЙ — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Броненосец ПЕТР ВЕЛИКИЙ», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Котельные приборы (предохранительные и стопорные клапана) 32,3 т
Вес паровых и водопроводных труб 24,0 т
Вес чугунных вещей в машине 348,0 т
Вес железных вещей в машине 70,9 т
Вес вещей из меди (подшипники, втулки и т. д.) 32,2 т
Вес машинных и котельных кингстонов 5,5 т
Вес двух центробежных помп с вращающей их паровой машиной 6,4 т
Трубы в холодильниках 15,2 т
Гребные валы с дейдвудами 58 т
Подшипники вала и опорный подшипник 9,3 т
Вес обоих дейдвудных труб 4,5 т
Вес обоих гребных винтов 25,54 т
Запасные части машины 42,9 т
Вес воды в котлах 197,6 т
Полный вес механизма 1445 т
Вес угля 1213 т
Основой артиллерийской силы броненосца являлись самые мощные в тот период в русском флоте 36-тонные двенадцатидюймовые (305-мм) нарезные казноза- рядныс орудия образца 1867 года, изготовленные на Обуховском заводе.
Создание такого орудия с технологической точки зрения являлось сложнейшей задачей. Основной проблемой при изготовлении любого орудия большого калибра является качественная обработка его ствола, так как при огромном давлении и трении снаряда о стенки канала недопустимо появление даже мельчайших трещин, перерастающих затем во впадины и раковины и уменьшающих его прочность. На Обуховском заводе предварительно провели ряд исследований, которые дали положительные результаты: ствол выдерживал более 500 выстрелов, что являлось вполне достаточным для орудия такого калибра.
Создавая ствол, отливали цилиндрическую заготовку весом 21 т, что на 22 % превышало вес будущего готового ствола. Отлитую заготовку затем тщательно проковывали и обрабатывали на огромном токарном станке, занимавшем все помещение цеха. Следующим этапом изготовления была нарезка в высверленном канале 36-ти нарезов. Эту операцию осуществляли на специально спроектированном для этих целей станке. Ствол, закрепленный в бобине, проворачивался в момент прохода резца в канале ровно на столько градусов, сколько составлял поворот в нем одного нареза. После нарезания всех граней нарезов ствол проходил тщательную закалку, от качества выполнения которой зависела его живучесть и баллистические данные. Ствол несколько раз нагревали до высокой температуры и затем остужали в масле. После этого на него поочередно натягивали раскаленные и уже закаленные кольца (47 штук) длиной около 0,3 м каждое. Остывая, они скрепляли орудие, увеличивая его прочность. Количество рядов колец от одного у дульного среза достигало четырех у его казенной части. В казенной части ствола, в специальной выемке, находился горизонтально перемещавшийся клиновый затвор, обеспечивающий надежное запирание снаряда и двух полузарядов в каморе.
Непосредственным носителем огромной энергии, развитой пороховыми газами в канале ствола, являлись 305-мм снаряды. Для этих орудий спроектировали три рода снарядов из "быстроохлажденного", то есть закаленного чугуна, обыкновенного чугуна, а также тонкостенные снаряды, начиненные картечью. Самыми сложными в изготовлении были снаряды из закаленного чугуна. Они применялись как бронебойные, так как обладали большой плотностью и прочностью – основными качествами, необходимыми для снарядов данного рода. Изготовлялись эти снаряды следующим образом. Расплавленный чугун заливался в формы, а затем быстро охлаждался в масле. При этом необходимо было добиться оптимальной хрупкости, чтобы при ударе о броню снаряды не раскалывались. Чугун в производстве снарядов выбирался из экономических соображений. Подобный снаряд, изготовленный из стали, имел высокую стоимость (450 руб.), лишь незначительно превосходя чугун по воздействию на железную броню.
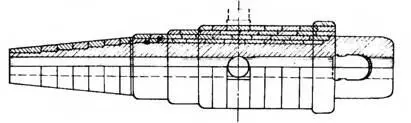
305-мм орудие Обуховского завода
В состав заряда (состоящего для удобства подачи к орудию из двух полузарядов) входил черный порох.
Каждое орудие располагалось на своем станке. Станки так же, как и орудия, проектировались под руководством генерал-лейтенанта Ф. Б. Пестича и представляли собой довольно сложную конструкцию, назначением которой являлось вертикальное наведение орудия и гашение энергии при выстреле с последующим его придвиганием к амбразуре для заряжения, а также надежное крепление орудия во время плавания.
Станки изготовили из железа. В целом они внешне напоминали станки орудий эпохи парусного флота. При выстреле, в момент отката, они двигались на стальных катках по направляющим рельсам платформы, имевшим уклон в 5° к амбразуре. Каждый станок имел свою гидравлическую систему, в которую входили: два передних цилиндра, расположенных на наружной стороне станочных рельсов, для гашения энергии отката при крене более 15°; один задний цилиндр – на наружной стороне другого рельса для придвигания к амбразуре станка в тех случаях, когда при крене или дифференте не происходило самонакатывание по наклонной платформе; домкрат для подъема орудия в станке в одно из трех положений. Управление орудиями гидравлическим способом осуществлялось потому, что пар был неприемлем из-за своей сжимаемости, инерционности и большой теплоотдачи. Вода совершала работу в вышеперечисленных цилиндрах, пройдя через которые, возвращалась в питательную цистерну. Вся гидравлическая система управления орудиями так же, как и водоотливная, проектировалась и устанавливалась на "Петре Великом" под руководством капитан-лейтенанта С. О. Макарова. Управлял гидравликой станка посредством клапанов всего лишь один человек. Сама паровая машина и один на две башни нагнетательный насос (как их тогда называли "гидравлический пресс") размещались в носовой части корабля в трюме. Кроме того, в случае повреждения всей системы в каждой башне имелось по одному ручному гидравлическому насосу.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Броненосец ПЕТР ВЕЛИКИЙ»
Представляем Вашему вниманию похожие книги на «Броненосец ПЕТР ВЕЛИКИЙ» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Броненосец ПЕТР ВЕЛИКИЙ» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.