Николай Захаров - Кремлёвские колокола
Здесь есть возможность читать онлайн «Николай Захаров - Кремлёвские колокола» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1969, Издательство: Московский рабочий, Жанр: Прочая научная литература, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кремлёвские колокола
- Автор:
- Издательство:Московский рабочий
- Жанр:
- Год:1969
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кремлёвские колокола: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кремлёвские колокола»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
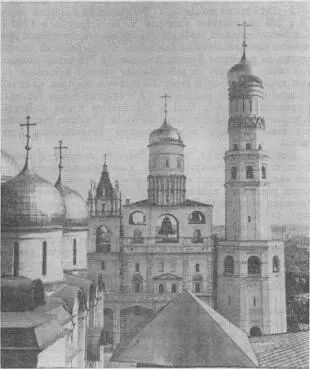
Но в Московском Кремле хранится не один только Царь-колокол. Медные свидетели разных исторических эпох есть на колокольне Ивана Великого, на Филаретовской пристройке, пять колоколов установлены на постаменте возле Архангельского собора, один колокол занял почётное место в Оружейной палате Кремля, два колокола находятся в церкви Лазаря.
29 колоколов, 29 оригинальных произведений мастеров колокололитейного искусства, 29 свидетелей самых: разных событий многовековой русской истории.
Кремлёвские колокола — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кремлёвские колокола», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Затем приступили к изготовлению тела (рубашки) колокола. Для этого был установлен второй шаблон, с внешними очертаниями колокола, а на болван в несколько слоёв нанесли жирную формовочную глиняную массу. Чтобы при просушке она не потрескалась, в слои рубашки но всей окружности формы закладывали мягкие волокна. Закончив шаблонирование наружного слоя, фальшивое тело подсушили, нанесли слой особой литейной краски, ещё раз выгладили шаблоном и дали просохнуть. На поверхность тела колокола в соответствующих местах наложили восковые украшения — изображения фигур, орнамент в виде трав, надписи.
После того как тщательно выверили правильность размещения украшений, приступили к изготовлению кожуха — верхней формы колокола.
С большим искусством на фальшивое тело колокола был нанесён первый слой глиняной массы. При этом особое внимание обращалось на заполнение всех деталей украшения. После подсушки первого слоя кожуха сверху нанесли ещё несколько слоёв жидко разведённой формовочной смеси, пока не получили слой в 7 мм. После хорошей просушки нанесли более густой слой из той же формовочной смеси, которую также просушили.
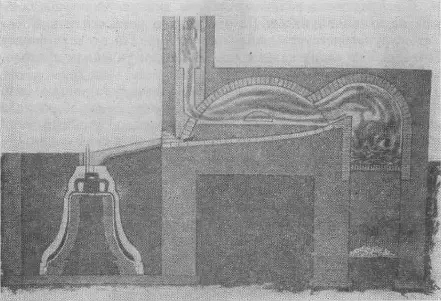
Плавильная печь
Чтобы форма лучше просыхала, внутри болвана развели огонь, продолжая в то же время наносить следующие слои кожуха. Между отдельными слоями, как и прежде, прокладывали льняные волокна, проволоку и бечеву, чтобы предупредить растрескивание формы при просушке. Для прочности в тело кожуха вставили изогнутые железные полосы-ребра и обручи, скреплённое проволокой. В результате получился, по существу, каркас, заменивший опоку. На последний слой глиняной массы кожуха наложили более толстые ребра, верхние концы которых были загнуты в виде крючков (для подхватывания при подъёме), а нижние — подогнуты под нижнюю кромку кожуха. Поверх рёбер были поставлены обручи, стянутые болтами.
После того как кожух просох, форму подняли за крюки при помощи соответствующих приспособлений, чтобы осмотреть и окончательно отделать.
Кожух осмотрели, исправили отдельные места формы, покрыли её краской и подсушили. Мастер теперь окончательно убедился в правильности украшений, отпечаток которых получился с внутренней стороны кожуха.
Затем приступили к окончательной отделке болвана. Рубашку разрезали по частям и аккуратно удалили её с болвана. Выложили из кирпича свод болвана и заделали его глиняной формовочной массой. В своде укрепили железную петлю для языка. Все это подсушивалось огнём, разведённым внутри болвана. После отделки формы на неё вновь установили кожух, с таким расчётом, чтобы он точно встал на прежнее место.
На запрос сената о ходе работ по изготовлению болвана и кожуха инженер-капитан Андрей Рух и колокольный мастер Иван Моторин в ноябре 1732 г. дали такие сведения: болван начнут делать 29 июня, он будет изготовлен через два с половиной месяца, т. е. к 15 сентября, с 15 сентября начнут делать кожух, сделают его в два месяца — к 15 ноября. Окончательно форма будет готова к литью к 13 декабря. 14 ноября приставленный к литью «для смотра и понуждения в работе» артиллерийский капитан Глебов доложил:
«Сего де ноября 1-го дня (по ст. ст.— Н. 3.) означенный колокольный мастер Моторин объявляет, хотя де прежним его объявлениям и показательно, что изготовит все к литью колокола к вышеописанному предыдущему декабря к 15 числу сего года, но того де исправить невозможно за множественностью тяжёлою великою работаю. Понеже де надлежит все делать по размеру со опасным аккуратством, и в сушении оного болвана снаружи управиться не мог затем, что продолжение было немалое в сушке болвана, так же за конечною работою за большими скобами и потайными полосами и обручами, ибо и поныне потайные полосы в болван не прирезаны и обручи не положены. И оное хотя происходит не от малолюдства кузнечных и прочих к тому надлежащих мастеровых и работных людей, которым притом перелитии с довольством имеется, но паче означенной скобы и большие полосы и обручи требовали сделании не мало времени».
Последней операцией технологического процесса формовки мастер установил в специальное гнездо наверху кожуха приготовленную заранее по деревянным моделям форму ушей.
Одним из важных условий получения хорошей отливки является правильное устройство литниковой системы. Иван Моторин выбрал такую конструкцию, чтобы в форму при её заполнении жидким металлом не попадали шлак и другие загрязнения. Для этого был устроен особый резервуар, так называемая литниковая чаша, которая при литье была наполнена металлом почти до краёв. Чистый металл поступал из чаши в форму, а шлак как более лёгкий держался на поверхности литниковой чаши.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кремлёвские колокола»
Представляем Вашему вниманию похожие книги на «Кремлёвские колокола» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Кремлёвские колокола» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.