Валерий Хорев - Оружие из Дамаска и булата
Здесь есть возможность читать онлайн «Валерий Хорев - Оружие из Дамаска и булата» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Ростов на Дону, Год выпуска: 2004, ISBN: 2004, Издательство: Феникс, Жанр: История, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Оружие из Дамаска и булата
- Автор:
- Издательство:Феникс
- Жанр:
- Год:2004
- Город:Ростов на Дону
- ISBN:5-222-04647-8 ББК 68.8
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Оружие из Дамаска и булата: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Оружие из Дамаска и булата»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Оружие из Дамаска и булата — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Оружие из Дамаска и булата», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Готовое творение должно медленно высохнуть в прохладном затененном помещении, и чем спокойнее будет сушка, тем меньше растрескается глина. Во всяком случае, сутки-двое ожидания являются минимальным сроком. Затем клинок следует так же осторожно прокалить в течение часа, нагрев до температуры 120-130 °С. Это делается непосредственно перед закалкой, так как иначе гигроскопичное покрытие наберет изгнанную влагу обратно из воздуха, а затем в огненной геенне горна оно с треском отскочит от стали, разорванное микровзрывами пара. На четырех фото мы последовательно видим:

- полностью готовое покрытие с нанесенными полосками аси и четко оформленным острием. Обратите внимание - слой глины обрывается уступом, не доходя до острия, так как оно является продолжением якиба и также калится до высокой твердости.

- увеличенный фрагмент клинка, на котором часть обмазки (справа) удалена для демонстрации последовательности наложения слоев.

- тот же клинок после закалки, во время которой глина растрескалась и слегка осыпалась, открыв участки лезвия.

- увеличенный фрагмент острия (киссаки) после закалки. Хорошо заметны пять или шесть тонких наслоений глины выше лезвия, там где ее толщина максимальна, а также тщательно исполненное завершение обмазки с нанесенными аси в районе скругпения режущей кромки.
Существует изрядное количество канонизированных разновидностей хамон, и для опытного специалиста по оценке мечей достаточно
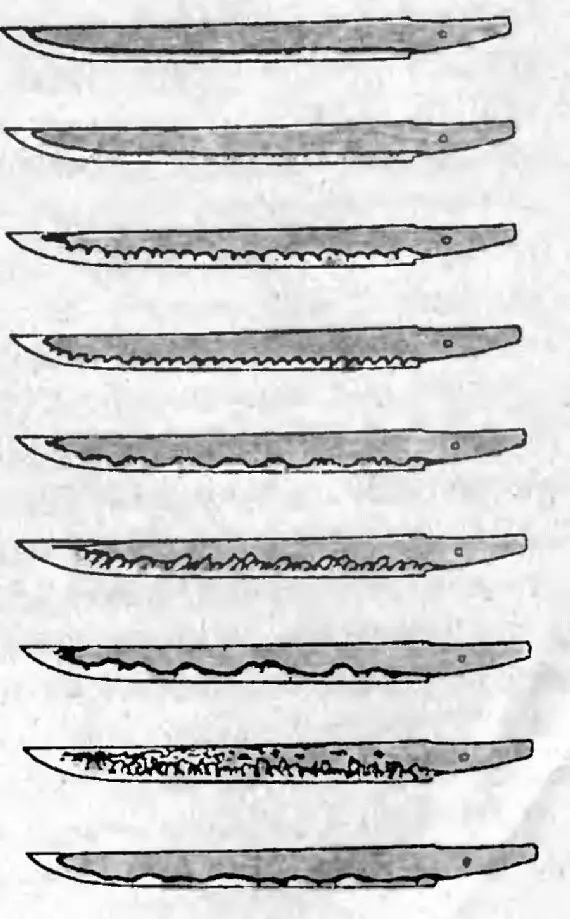
порой единственного взгляда на клинок, чтобы точно назвать, как минимум, эпоху и школу. Вот перед нами лишь некоторые из них, явленные на поверхности большого боевого танто. Нет смысла приводить мало что говорящие нам специфические японские наименования каждого типа хамон, но для любознательных натур можно назвать несколько самых ходовых: например» сугуха(прямолинейный), мидарэ, нотарэ, гуномэ(волны), тёдзи(зерна) и так далее.
В зоне киссаки линия хамон не обрывалась кое-как, а завершалась строго определенным, характерным для данной школы образом, закругляясь по направлению к спинке клинка изящным поворотом, формы которого называются боси (боши )у а насчитывается оных (только базовых вариантов) около двух десятков.
Когда подготовительные операции с блеском завершены, наступает самый главный и ответственный момент - закалка. Клинок помещают в горн и нагревают до температуры 810-830 °С. Важнейшим условием является равномерность процесса, для чего полосу постоянно слегка шевелят в толще древесного угля. Излишне уточнять, что температура определяется на глаз по оттенку свечения заготовки. В нужный, интуитивно прочувствованный момент мастер извлекает будущий меч из горна и одним решительным движением погружает лезвием вниз в корыто с водой, относительно температуры которой встречаются самые противоречивые сведения. Тогда как ряд солидных источников настаивает на том, что вода должна быть ледяной и подсоленной, не менее уважаемые оппоненты пишут о теплой воде. Скорее всего, конкретный вид ванны определялся исходной сталью, содержанием в ней углерода и многими иными факторами, ведомыми лишь самому маэстро. Чем холоднее вода, тем быстрее отводится тепло и тем тверже получается сталь. Растворение соли также увеличивает теплоотдачу. Соответственно, подогретая вода даст более щадящую закалку. Чем утлеродистее сталь, тем нежнее следует с ней обходиться.
Немедленно после закалки нужно освободить клинок от глины и подвергнуть отпуску при температуре 195-200 °С. О том, что это дает, подробно рассказано в специальной главе. Но даже после этого требуется не менее года для полной стабилизации кристаллических структур. Чтобы не терять времени, клинки старили искусственно путем десятикратного нагрева до температуры отпуска и медленного, естественного охлаждения.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Оружие из Дамаска и булата»
Представляем Вашему вниманию похожие книги на «Оружие из Дамаска и булата» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.
![Эдмонд Гамильтон - Звездный волк [= Оружие из прошлого, Галактическое оружие]](/books/25063/edmond-gamilton-zvezdnyj-volk-oruzhie-iz-proshlo-thumb.webp)





Обсуждение, отзывы о книге «Оружие из Дамаска и булата» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.