С. Иванов - Не 162 Volksjager
Здесь есть возможность читать онлайн «С. Иванов - Не 162 Volksjager» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2004, Издательство: АРС, Жанр: История, military_weapon, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Не 162 Volksjager
- Автор:
- Издательство:АРС
- Жанр:
- Год:2004
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Не 162 Volksjager: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Не 162 Volksjager»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Не 162 Volksjager — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Не 162 Volksjager», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В начале ноября у «Фольксягера» Хейнкеля сменилось обозначение. Выбранный Эрнстом Хейнкелем индекс Не 500 выглядел слишком претенциозным, самое главное, не вписывался в систему обозначений, используемую RLM. Самолету было присвоено обозначение Не 162 - этот индекс первоначально принадлежал разрабатывавшемуся в 1937 году фирмой Мессершмитт среднему бомбардировщику Bf 162 «Ягуар» и не использовался с 1939 года. Самолет также получил собственное имя «Шпатц» (Spatz - воробей). Следует отметить, что во многих книгах о Не 162 упоминается название «Саламандра» (Salamander), но оно не относилось непосредственно к самолету, а относилось к программе выпуска крыльев и других деревянных частей самолета деревообрабатывающими компаниями.
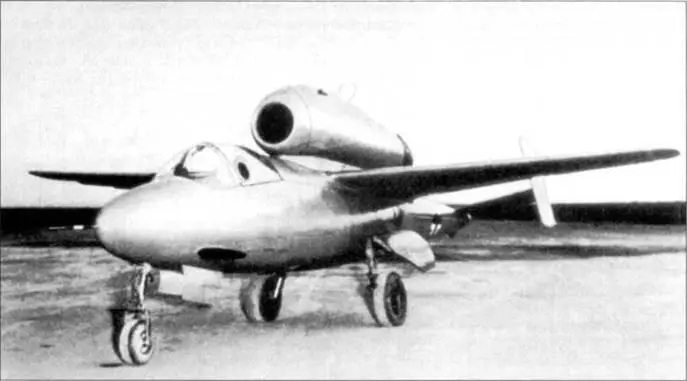
Первый прототип He 162 – VI (W.Nr. 200001, VI+IA).
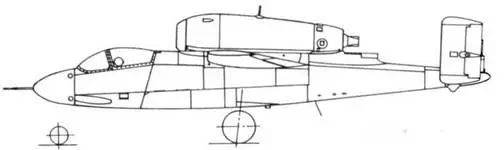
Не 162 VI
Приблизительно в середине ноября 1944 года завод Хейнкеля в Вене перешел на двухсменную (по 12 часов) рабочую неделю без выходных, а вся поступающая документация имела красный штамп «Blitz!» -молниеносно и требовала соответствующего исполнения. Первые прототипы Не 162 были построены «по месту рождения», в Швехате, но для серийного производства RLM совместно с ведомством Альберта Шеера выбрала другие предприятия: Heikel-Nord в Мариэне-Росток, Helinkel-Sud - новое подземное производство, расположенное в старой меловой выработке в Хинтербюле, Австрия (кодовое название Languste), небольшие предприятия фирмы Юнкере около Бернбурга и, наконец, гигантский подземный комплекс Миттельверке около Нордхаузена. Незадолго до конца войны производство «разукрупнили» за счет большого числа фирм, предприятия которых находились подальше от линии фронта. Часть подсборок планера (включая элементы хвостовой части фюзеляжа) производилось на заводе Летов в Праге.
Не 162 от разных производителей отличались серийными номерами - Werk Nummern или W.Nr., что в дальнейшем должно было облегчить ремонт и модернизацию самолетов. Полагали, что при такой раздробленности серийного производства истребители разных заводов будут несколько отличаться по конструкции, что потребует для их эксплуатации разного оборудования, запасных частей и инструментов. Машины, выпущенные в Швехате получили серийные номера, начинающиеся с 200000, в Ростоке - со 120000. в Хинтербюле - с 220000, в Бернбурге - с 300000 и в Нордхаузене - с 310000.
Производственные процессы в немецкой авиационной промышленности (включая промышленность оккупированных стран) велись в соответствии с планировавшимися в центре программами, каждая из которых имела свой номер. Впервые Не 162 был включен в Программу 226, выпущенную RLM в 1944 году. Однако, в декабре номер программы сменили на 227. предусмотрев в ней значительное сокращение выпуска таких самолетов, как Ju 88, Ju 388. Не 219, Do 335 и Me 165, приоритет отдавался выпуску истребителей Me 262 и Не 162. Последняя программа, выпущенная RLM в середине марта 1945 года, имела номер 228. В ней декларировалось, что в июне 1945 года полностью прекратится выпуск поршневых истребителей Bf 109 и Fw 190, и авиапромышленность будет выпускать только следующие типы самолетов: Me 262, Та 152, Ar 234, Do 335 и Не 162. Предусматривалось, что с октября 1945 года с конвейеров ежемесячно будет сходить 1000 Me 262 и 530 Не 162. Но оставим в покое эти утопические планы и вернемся в осень 1944 года.
В то время, как производство моноко-ковых и полумонококовых элементов фюзеляжа из дюралюминия не представляло особых сложностей для специалистов Хей-нкель. программа «Саламандра» (Salamander Programme) вызывала больше всего проблем. В соответствии с этой программой множество мелких компаний, ранее занимавшихся выпуском мебели, спортивного инвентаря, музыкальных инструментов и т.п., было реорганизовано, чтобы обеспечить массовое производство элементов конструкции истребителя из дерева (крыло с закрылками и элеронами, вертикальное оперение, ниши шасси и носовой и хвостовой концы фюзеляжа). Эти фирмы были сведены в три группы - Organisation Wachter в Нойштадте-Орле, Organisation Mai в Штуттгарт-Эсблннген и Reparaturewerke (Kalkert) в Эрфурте. Быстрая поставка качественных авиационных материалов, древесины и т.п., трудности с поддержанием соответствующих производственных стандартов и расчетных допусков представляли серьезные проблемы. Во многих случаях деревообрабатывающие компании не соблюдали технологию соединения деталей с помощью двухкомпонентных клеев, а также пытались использовать материалы более низкого качества. Во многих случаях работники приемки на этих предприятиях забраковывали крупные партии готовой продукции.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Не 162 Volksjager»
Представляем Вашему вниманию похожие книги на «Не 162 Volksjager» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Не 162 Volksjager» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.