Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса
Здесь есть возможность читать онлайн «Филипп Семёнычев - Стандартизованная работа. Метод построения идеального бизнеса» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Прага, Год выпуска: 2014, ISBN: 2014, Издательство: Animedia Company, Жанр: popular_business, economics, Самосовершенствование, org_behavior, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Стандартизованная работа. Метод построения идеального бизнеса
- Автор:
- Издательство:Animedia Company
- Жанр:
- Год:2014
- Город:Прага
- ISBN:978-8-0749-9007-6
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Стандартизованная работа. Метод построения идеального бизнеса: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Стандартизованная работа. Метод построения идеального бизнеса»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга будет крайне полезна и интересна не только руководителям и специалистам, применяющим принципы, методы и инструменты lean, но и любому человеку, стремящемуся к совершенствованию повседневной работы.
Стандартизованная работа. Метод построения идеального бизнеса — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Стандартизованная работа. Метод построения идеального бизнеса», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
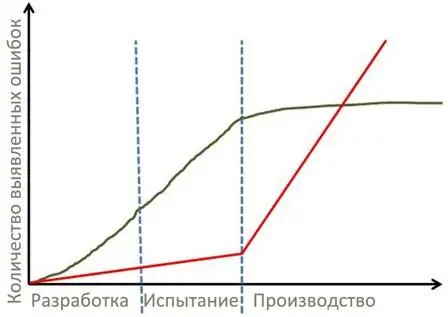
Рис. 8.13
Внедрение метода, а если быть точнее, стандартизации на стадии разработки продукта, позволит гармонично и максимально безболезненно (с минимальными затратами) встроить выпуск новых продуктов в существующие процессы. В настоящее время существует множество методов выявления проблем на ранних стадиях, например, уже упомянутый FMEA. Это нужно, ведь большинство проблем закладывается именно на стадии проектирования, конструирования и разработки технологии. На рисунке 8.13 красной линией показана наиболее типичная для большинства современных Российских предприятий зависимость количества выявляемых ошибок от стадии жизненного цикла продукта. То есть большинство ошибок при внедрении в производство нового продукта выявляется уже на стадии серийного производства, после завершения конструкторской и технологической подготовки (если речь идёт о материальном продукте). Основная же задача любой организации, применяющей методы раннего выявления ошибок, заключается в выявлении их до выпуска продукта (тёмно-зелёная кривая) в постоянное (серийное или массовое) производство. Для чего это делается, думаю, всем понятно: стоимость выявленной ошибки возрастает тем больше, чем дальше по той же шкале времени (см. рисунок 8.13) она была выявлена. По сравнению с ошибкой, выявленной на стадии разработки, стоимость ошибки, выявленной на стадии производства, возрастает многократно (в 10, 100 и 1000 раз). Необходимо постоянно помнить об этом и применять описанный в настоящей книге метод к новым изделиям на стадии их разработки. Это не означает, что нельзя применять другие методы. Очень даже нужно, ведь при правильном применении эти методы могут очень гармонично и эффективно дополнять друг друга. Основной акцент, как и при внедрении самого метода, делается на прогонах, позволяющих на практике большинству проблем и ошибок проявить себя, а также на применении лучшего опыта, заключённого в стандартной документации метода, позволяющем экономить ресурсы. Структуру применения метода стандартизованной работы применительно к разработке нового продукта коротко можно представить в виде алгоритма (см. рисунок 8.14).
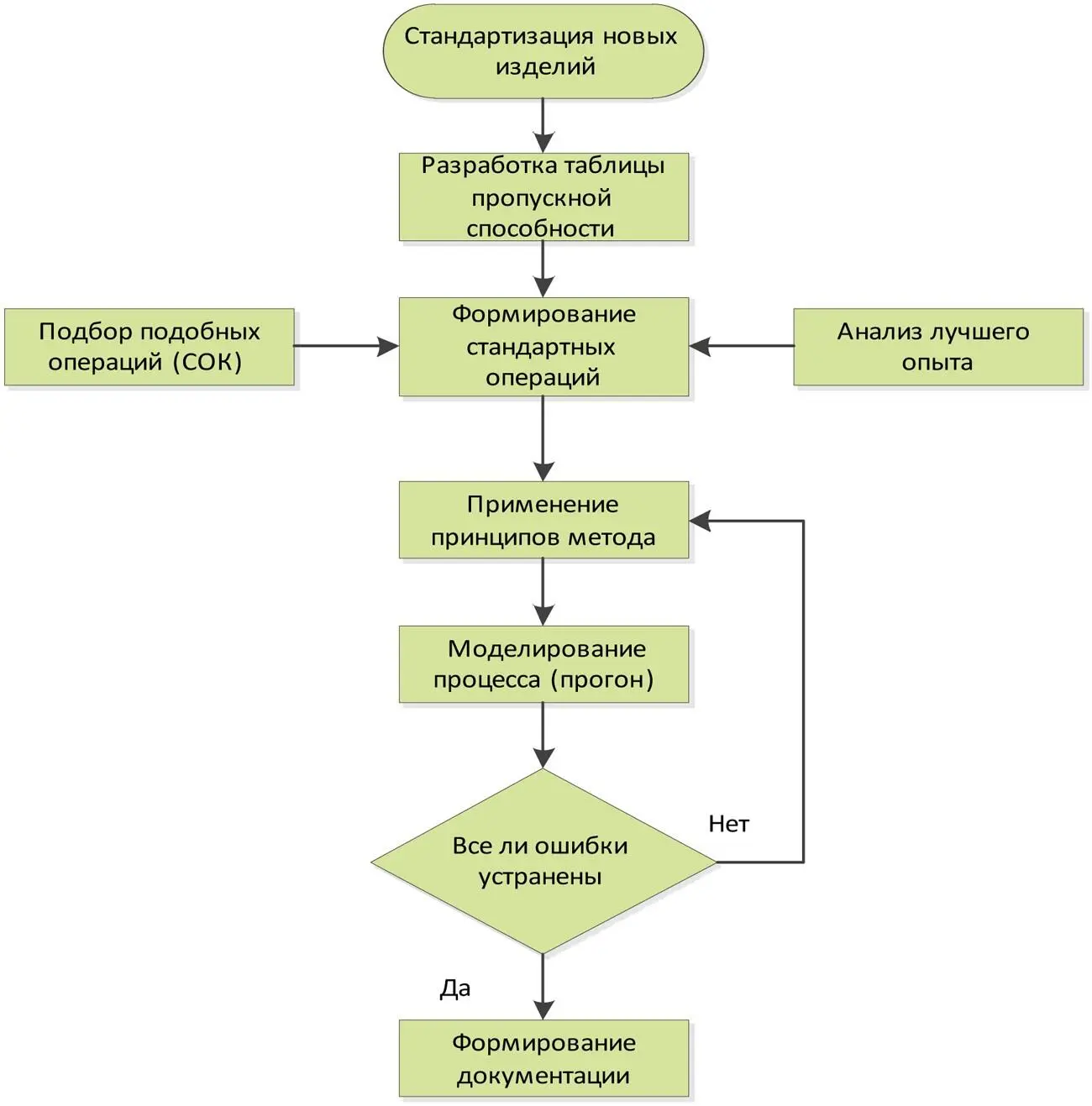
Рис. 8.14
Как правило, изготовление нового изделия сопровождается появлением новых действий и операций, не говоря уже о новом оборудовании. Поэтому для внедрения в работу метода нового изделия в первую очередь необходимо заново оценить пропускную способность процесса, разработав соответствующую таблицу пропускной способности процесса. Это необходимо для того, чтобы в последующем, при серийном производстве, понимать, сколько нового продукта в состоянии произвести существующий процесс. Далее следует сформировать стандартные операции согласно технологии изготовления нового изделия, а также провести анализ существующего опыта выполнения подобных операций и лучшего опыта. Анализируя, вы можете учесть различные «подводные камни» в выполнении той или иной операции, а также решить, как наилучшим образом должна выполняться интересующая вас работа. Возможно, уже существуют эффективные приёмы её выполнения.
На стадии формирования стандартных операций разрабатываются черновые СОК. Далее необходимо подготовиться ко второй части применения метода стандартизованной работы к новому продукту – проведению пробного прогона (моделированию процесса). Для этого к существующим наработкам по разработке нового продукта (технологии, организации, документации и т. п.) следует применить описанные в настоящей книге принципы и рекомендации. Необходимо продумать, как будет выполняться принцип завершённости процесса, насколько вытеснены потери из основной работы, проанализировать применение рекомендаций по направлениям совершенствования, приведённые в предыдущем разделе, и т. п. Таким образом можно заранее не только предотвратить появление ошибок, но и, не побоюсь этого выражения, снизить себестоимость нового продукта. После проведения тщательной подготовки проводится моделирование процесса или пробный прогон по описанным выше правилам до полного устранения замечаний. Первый прогон, для выявления основного количества ошибок, можно проводить без непосредственного изготовления изделия на реальном рабочем месте, иногда может быть достаточно моделирования на специально подготовленном участке. Однако окончательный (последний) прогон должен выполняться на реальном рабочем месте в реальных условиях. После удачных результатов прогона окончательно формируется комплект документов (СОК, технологический процесс и т. п.).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Стандартизованная работа. Метод построения идеального бизнеса»
Представляем Вашему вниманию похожие книги на «Стандартизованная работа. Метод построения идеального бизнеса» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Ник Ортнер - Таппинг. Методика построения лучшей версии себя. 21-дневный курс [litres]](/books/401166/nik-ortner-tapping-metodika-postroeniya-luchshej-versii-sebya-21-dnevnyj-kurs-litres-thumb.webp)
![Дмитрий Филиппов - Беспощадная психиатрия [Шокирующие методы лечения XIX века]](/books/432181/dmitrij-filippov-bespochadnaya-psihiatriya-shokiruyuchi-thumb.webp)

Обсуждение, отзывы о книге «Стандартизованная работа. Метод построения идеального бизнеса» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.