Михаил Круглов - Инновационный проект. Управление качеством и эффективностью
Здесь есть возможность читать онлайн «Михаил Круглов - Инновационный проект. Управление качеством и эффективностью» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Литагент РАНХиГС (Дело), Жанр: popular_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Инновационный проект. Управление качеством и эффективностью
- Автор:
- Издательство:Литагент РАНХиГС (Дело)
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-7749-0534-8
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Инновационный проект. Управление качеством и эффективностью: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Инновационный проект. Управление качеством и эффективностью»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Конкретные ситуации иллюстрируют важность, возможность и целесообразность использования подходов, основанных на современном менеджменте качества.
Пособие рассчитано на руководящих работников администраций регионов и отраслей, руководителей предприятий и организаций различных форм собственности, специалистов среднего звена промышленных и научно-технических предприятий, инновационной инфраструктуры регионов.
Инновационный проект. Управление качеством и эффективностью — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Инновационный проект. Управление качеством и эффективностью», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
• неправильная система оплаты труда;
• недостаток персонала;
• низкая квалификация персонала.
В итоге не достигли желаемого результата и пришлось вернуться к старой системе организации труда (рис. 7.5). В 2006 г. опыт этого эксперимента был применен при внедрении проекта «Повышение эффективности компании».
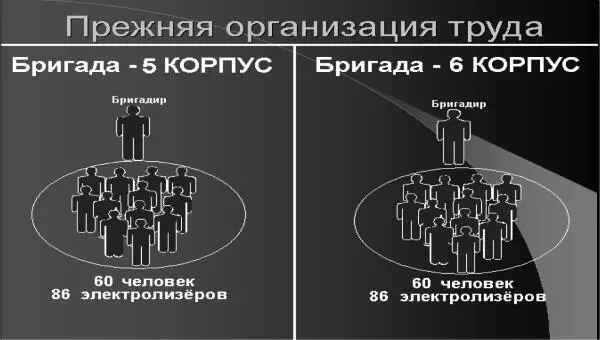
Рис. 7.5. Схема прежней организации труда
Проблемы прежней организации труда:
• сложность обучения практическим навыкам низкоквалифицированных рабочих в связи с нехваткой времени у командира;
• отсутствие индивидуального подхода командира к электролизнику;
• необъективность оценки труда рабочего (КСТ);
• отсутствие оперативности в обнаружении и устранении технологических нарушений;
• низкий уровень контроля технологических параметров электролизеров и культуры производства (86 электролизеров).
С декабря 2004 г. для решения указанных проблем изменили организационную структуру бизнес-единицы (БЕ) с созданием малых команд (рис. 7.6).

Рис. 7.6. Система малых команд
Преимущества новой организации труда:
• эффективность в управлении персоналом;
• оперативность в управлении технологией и устранении технологических нарушений;
• объективность в оценке труда;
• эффективность обучения;
• мотивация работников команды;
• повышение культуры производства.
В процессе совершенствования новой организационной системы разработаны и внедрены следующие улучшения (табл. 7.1):
• совет профилактики по охране труда (результат улучшения – снижение нарушений по охране труда с 45 случаев в 2005 г. до 12 случаев в 2006 г.; отсутствие несчастных случаев);
• положение о производственном соревновании (результат – повышение заинтересованности персонала, улучшение производственной деятельности команд);
• положение о мотивации (цель – создание набора льгот, поощрений и преимуществ);
• положение о КСТ (цель – достижение высоких технико-экономических показателей);
• положение о проведен ии командных собраний (цель – контроль работы команд, установка целей, обратная связь с персоналом);
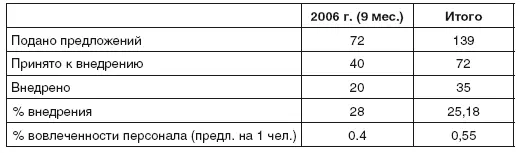
• положение по инновациям (результат – вовлеченность персонала в процесс непрерывных улучшений).
Таблица 7 .1
Вовлеченность персонала в процесс непрерывных улучшений
В целом новая организационная система зарекомендовала себя с лучшей стороны, и наработанный опыт был распространен на все электролизное производства в 2005 г.
Следующее изменение коснулось графика работы анодчиков (20 человек). В феврале 2006 г. изменили технологию выливки металла из электролизеров с одного раза в сутки на один раз в двое суток. При этом оптимизировали схему работы кранов. Это позволило организовать работу анодчиков в две смены вместо трех с выполнением прежнего объема работы без нарушения качества выполнения операций. Положительным моментом данного улучшения явилось облегчение условий труда (отсутствие ночных смен).
Работа БЕ по всем ключевым направлениям проекта послужили улучшению в качества обслуживания электролизеров, создана новая организационная культура, изменилась система взаимоотношений между подразделениями.
В производстве была проведена большая работа по анализу потерь и их предотвращению. Примером может быть процесс выливки электролизеров.
• Первый вид потерь – потери перепроизводства: выливка электролизеров и передача ковшей с металлом происходит без учета потребностей литейного цеха. Другими словами, выливка идет по принципу: «я сделал, а надо это следующему участку или нет – меня не интересует». Это приводит к скоплению ковшей на участке шихтовки.
Последствия:
• происходит остывание металла в ковше и требуются дополнительные затраты на его разогрев;
• требуется большее количество ковшей для организации процесса выливки.
Решение. Согласовывать график выливки и литья продукции. Подавать ковш в литейный цех в тот момент, когда будет производиться заливка в миксер. Таким образом можно избежать перепроизводства.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Инновационный проект. Управление качеством и эффективностью»
Представляем Вашему вниманию похожие книги на «Инновационный проект. Управление качеством и эффективностью» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Инновационный проект. Управление качеством и эффективностью» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.