Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
Здесь есть возможность читать онлайн «Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
1. Усилить ориентацию на кайдзен в мышлении всех сотрудников.
2. Определить общую цель (видение).
3. Снизить затраты за счет устранения потерь на протяжении всего потока создания ценности.
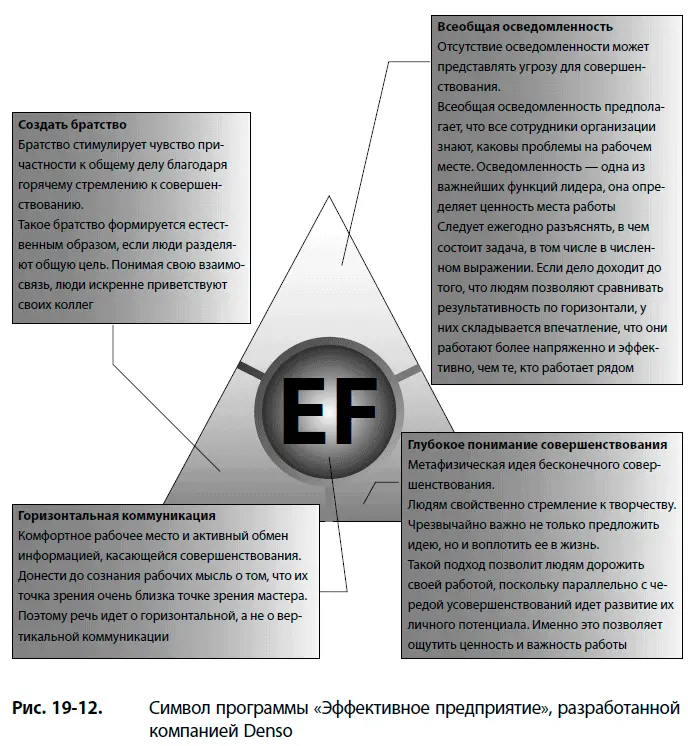
Концепция эффективного предприятия была нацелена прежде всего на вовлечение сотрудников в работу по сокращению потерь на протяжении всего потока создания продукта, от поставщика до потребителя. В компании понимали, что, для того чтобы вывести TPS на новый уровень, понадобится привлечь экспертов по TPS. Возглавить отдел организации производства было поручено Андрису Сталтманису, которому предстояло вывести это подразделение на новый уровень TPS. За плечами Андриса было 18 лет работы в области организации и технологий производства, он был одним из тех, кто работал в Бэттл– Крике со дня основания завода. Его сэнсэем стал Яманоти Ютака, вице-президент по планированию и управлению производством из Denso в Японии. Вместе с тем было понятно, что ключевой фактор успеха – это наличие хозяина на производстве. От Джо Стича (директора производства), который также был знатоком TPS, требовалось поддерживать работу изнутри.
В ходе развертывания проекта на предприятии было выделено три целевых участка: ОВКВ (обогрев, вентиляция и кондиционирование воздуха), конденсаторы и радиаторы. На каждом участке было выбрано семейство продуктов для создания образцовой линии – сюда можно было прийти, увидеть все своими глазами и заняться совершенствованием. Сначала работу на образцовых участках координировал отдел организации производства, затем ответственность постепенно передавалась производственникам. При помощи кайдзен осуществлялось базовое совершенствование процессов, выполнялась оптимизация управления на цеховом уровне и совершенствование потока создания ценности. В числе прочих использовались такие инструменты, как визуальный контроль, стандартизированная работа, работа малыми партиями, частая доставка и доска хейдзунка (выравнивание объема работ с учетом ассортимента продукции).
По мнению Брайена Денброка, главы одного из подразделений отдела организации производства, который отвечал за внедрение модели на заводе, обеспечение хейдзунка в масштабах всего завода было чрезвычайно сложной задачей из-за широкого ассортимента продукции и разнообразия потребителей. Ориентируясь на поставленную цель – стать компанией мирового уровня, завод ОВКВ создал образцовую линию по производству готовой продукции. Эта линия стала наглядным примером для всех остальных.
Готовая продукция отгружается потребителю со склада. На большом стеллаже хранится трехчасовой запас заказов. Когда на стеллаж кладут детали, это регистрируется посредством канбан и карточка возвращается на табло хейдзунка. Канбан укладываются таким образом, чтобы обеспечить выравнивание производства, питч составляет 10 минут. Таким образом каждые 10 минут рабочий подает производству сигнал (канбан) о выполнении заказа на определенную продукцию для пополнения запаса изделий, фактически приобретенных потребителем и изъятых со склада. Канбан хранения обмениваются на канбан производства, которые определяют ход работы линии в течение очередных 10 минут. Так задается темп потока единичных изделий на сборочной линии [28].
Когда такой процесс хейдзунка применяется в масштабах всего завода (с помощью досок визуального менеджмента, известных как табло хейдзунка), это позволяет из одной точки увидеть состояние всего процесса. Согласно философии Toyota для этой цели целесообразно использовать рабочего, которого иногда называют «водяным пауком», поскольку, перемещаясь по заданному маршруту, он видит материальный и информационный поток в целом. Выравнивание объема работ в масштабах завода дает возможность стандартизировать все виды работ с учетом 10-минутного интервала. Это упрощает все операции и позволяет с первого взгляда определить, соблюдается ли стандарт. Когда такие условия созданы, наблюдательный и вдумчивый человек может оценить состояние всего завода.
С помощью табло хейдзунка осуществляется выравнивание производства широкого ассортимента деталей. Для этого необходимо, чтобы продолжительность переналадки (смена зажимных приспособлений на сборочной линии) не превышала времени такта (время такта равно доступному рабочему времени, деленному на потребительский спрос). Переналадка сборочной линии, которая работает две смены, выполняется от 90 до 125 раз в день. Время такта соблюдается за счет заданных интервалов подачи деталей конвейерной линией и перераспределения элементов работы между членами команды на сборочной линии. При этом имеет место двустороннее движение канбан: к промежуточному складу изделий (канбан отбора), а затем к производственному процессу (канбан производства) для вытягивания деталей в зону окончательной сборки. Канбан поступают на промежуточный склад 88 раз в день. Столь высокая частота отбора и поставки требует тонкой настройки процесса, который отличает высокая стабильность. Даже небольшие проблемы нарушают ход производства и выявляются незамедлительно. Чтобы подобные помехи не мешали эффективной работе компании, она должна быть готова к оперативному устранению проблем и последующему принятию долгосрочных контрмер. Вспомнив рис. 3–4 (глава 3), где представлена спираль непрерывного совершенствования, можно сказать, что завод прошел уже несколько витков этой спирали, занимаясь стабилизацией, созданием потока, стандартизацией и выравниванием производства.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota»
Представляем Вашему вниманию похожие книги на «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.