В. Сарафанников - Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)
Здесь есть возможность читать онлайн «В. Сарафанников - Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2008, Издательство: Знание, Жанр: Сделай сам, Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)
- Автор:
- Издательство:Знание
- Жанр:
- Год:2008
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008): краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008) — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Главный узел станка — преобразователь вращательного движения, снимаемого со шпинделя дрели, в возвратно-поступательное движение рабочего органа — пилы. На конусе шпинделя электродрели закреплена ведущая прямозубая шестерня 1 . Ее вводят в зацепление с ведомой шестерней 2 , после чего весь преобразователь стягивают при помощи болта 5 на шейке дрели хомутом 4 . Вращение от шпинделя через шестерни 7 и 2 передается эксцентрику 16 , на котором свободно сидит качающаяся серьга 18 . Она и преобразует вращательное движение эксцентрика 16 в возвратно-поступательное движение рабочего штока 20 . Серьга соединена со штоком пальцем 19 . Возвратно-поступательное движение штока происходит по направляющей 21 . На нижнем конце штока закреплена пила 25 , работающая только на растяжение. Поэтому зубья пилы направлены вверх. Прежде чем приступать к изготовлению преобразователя, подыщите пару прямозубых зубчатых колес. Вероятнее всего, нужную пару вы найдете в старых приборах, шестеренчатых передачах, редукторах. Диаметр ведущей шестерни 1 не должен превышать диаметра шейки дрели. Это необходимо для того, чтобы шестерня свободно проходила в отверстие несущего фланца 3. Будет лучше, если ширина ведущей шестерни окажется не менее 20 мм, что обеспечит надежное зацепление с ведомой шестерней, поскольку посадка первой на конус связана с большими продольными перемещениями. Высота зубьев шестерен должна равняться 3–4 мм, чтобы обеспечить лучшее их зацепление с учетом неточности сборки, засверловки под болты, свободной посадки на дрель и зажима хомутом. Для снижения числа возвратно-поступательных движений штока 20 и повышения режущего усилия передаточное число следует принять равным трем. Передаточное число определяется по отношению числа зубьев ведомой шестерни к числу зубьев ведущей. Подобранная пара шестерен определит исходные размеры всего преобразователя. В случае необходимости их внутренние отверстия придется подгонять под конус дрели и вал 9 . Если диаметры отверстий шестерен меньше диаметров конуса и вала, придется расточить их на токарном станке. Если диаметры больше, необходимо выточить переходные втулки (они не указаны на чертеже). Закончив работы, связанные с подгонкой шестерен, приступайте к прорисовке на миллиметровой бумаге всей конструкции в целом. Дополнительная расчетная величина — ход пилы. Его можно принять равным 10–14 мм. Следовательно, вам будет известно расстояние между осями А, Б и В , а также размеры эксцентрика 16 . Прочертив эксцентрик на валу 9, вы определите диаметр отверстия качающейся на эксцентрике серьги 18 , размеры штока 20 и направляющей 21 . Необходимо учесть, что эти детали работают с трением скольжения. Поэтому необходимо для их изготовления подобрать заготовки из таких разнородных металлов, как сталь и бронза, сталь и латунь. По чертежу вам лучше будет видно, какую подобрать пару шарикоподшипников 8 . Внутренний диаметр подшипников не должен превышать 10 мм. По их внешнему диаметру определяются размеры фланцев 7 . После того как будут уточнены все размеры, приступайте к изготовлению деталей преобразователя. Большинство из них вытачивают на токарном станке. Из дубовых брусков, пользуясь исключительно столярными стамесками, вырежьте верхнюю 11 и нижнюю 23 части корпуса. Обратите особое внимание на параллельность торцевых плоскостей и равенство размеров X и У (см. рис. 10 и 11).
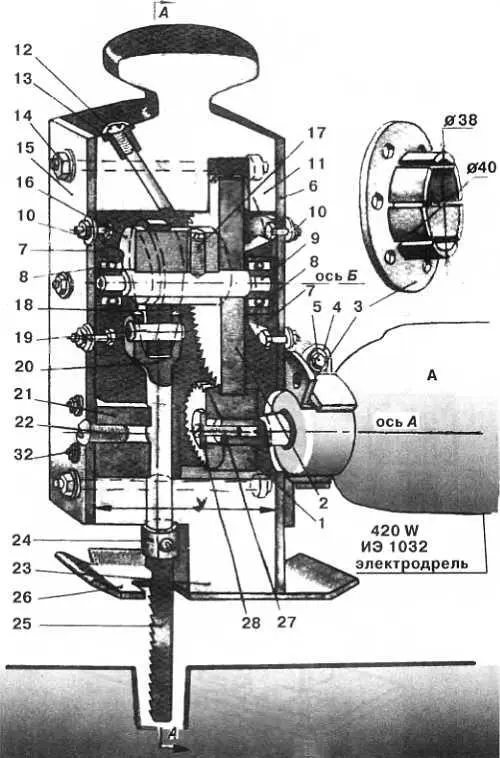
Рис. 10
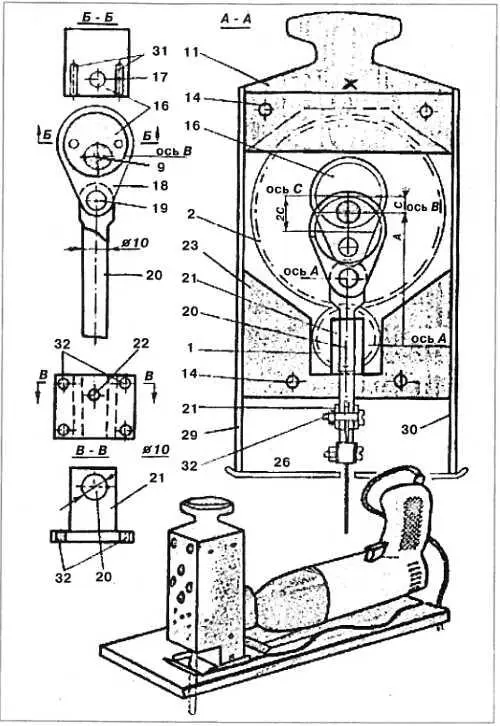
Рис. 11
Эти размеры обеспечивают точность сборки и надежность работы станка. Внутренние поверхности брусков покройте эпоксидной смолой или маслостойким лаком. Совместите эксцентрик 16 с шестерней 2 на общем валу 9 и просверлите два отверстия под фиксирующие штифты 31 . Штифты после запрессовки их в корпус эксцентрика раскернивают на шестерне. Затем просверлите отверстие и нарежьте резьбу для фиксирующего штифта 11 . После тщательной разметки засверлите на сверлильном станке отверстия в серьге 18 и штоке 20 , обратив внимание на параллельность осей вала 9 и пальца 19 , отверстие в серьге имеет глухую, а в штоке скользящую посадку. Из стальной заготовки ножовкой выпилите направляющую, засверлите в ней отверстия под болты крепления и шток. Отверстие под шток необходимо обработать разверткой. Из листового дюралюминия толщиной 3–4 мм вырежьте крышки корпуса, правую 29 и левую 30 , заднюю 6 и переднюю 15 , а также опорную пластину 26 . Переднюю и заднюю крышки сложите вместе, зажмите струбциной и засверлите по разметке отверстия под стяжные болты 14 , крепежные болты фланцев 10 и отверстие под винт масленки 22 направляющей. После выполнения всех операций приступайте к сборке станка. Винты и шайбы, не указанные в тексте, но обозначенные на рисунке номерами 12, 13, 24, 27, 28, 32 , берут готовые, стандартные.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)»
Представляем Вашему вниманию похожие книги на «Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Такая многоликая дрель. Сантехнические работы. Водоснабжение...(Сделай сам №1•2008)» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.