Юрий Подольский - Гравировальные работы. Техники, приемы, изделия
Здесь есть возможность читать онлайн «Юрий Подольский - Гравировальные работы. Техники, приемы, изделия» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Белгород, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Клуб семейного досуга», Жанр: Хобби и ремесла, Сделай сам, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Гравировальные работы. Техники, приемы, изделия
- Автор:
- Издательство:Array Литагент «Клуб семейного досуга»
- Жанр:
- Год:2014
- Город:Белгород
- ISBN:978-966-14-8544-9, 978-966-14-8350-6, 978-5-9910-3139-4
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Гравировальные работы. Техники, приемы, изделия: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Гравировальные работы. Техники, приемы, изделия»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Гравировальные работы. Техники, приемы, изделия — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Гравировальные работы. Техники, приемы, изделия», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Пуансоны и матикиприменяются на завершающем этапе граверных работ.
С помощью пуансонов в металле выбивают простейшие элементы узора в виде лепестков, елочек и всевозможных завитков. Рельефное изображение на рабочей части пуансона вырезает сам гравер металлографическими резцами. Перед гравировкой металл пуансона отпускают, а по ее окончании закаляют вновь.
После окончания гравирования всевозможных печатей и клейм поля между строчками, буквами и прочими обозначениями обычно получаются неровными от ударов штихелем. Красивый внешний вид изделиям придают грунтовальные чеканы или матики. Матики – это чеканы с рифленой насечкой рабочей части, предназначенные для фактурной обработки металлической поверхности, например фона (рис. 5, д ). Материалом для их изготовления служат прутки квадратной пятимиллиметровой стали У8. Затылок этих инструментов делается плоским (под удар молотка), а рабочая часть со всех четырех сторон запиливается слегка на конус. На торце этого конуса гравируют пересекающиеся углубленные линии. Рельефную фактуру на рабочем торце матика можно получить и другим способом. Торцовую часть стержня устанавливают на насечку напильника и ударом молотка по ударной части получают рельефный оттиск. После механической обработки матики закаливают.
При изготовлении цифровых или буквенных пуансонов и клейм граверы используют еще один вид инструмента – зеки. Зеки различной формы применяют для внутренней выемки металла в буквах и цифрах. Делается зека из прутковой квадратной стали марки У8 сечением от 5 до 8 мм и длиной 60–70 мм. Рабочей части зеки с помощью гравирования придают форму внутреннего контура выемки (например, буквы О), а боковые грани у рабочего конца опиливают (рис. 5, г ). Ударную часть зеки подрезают, а кромки опиливают. После механической обработки рабочий конец зеки подвергают термообработке.
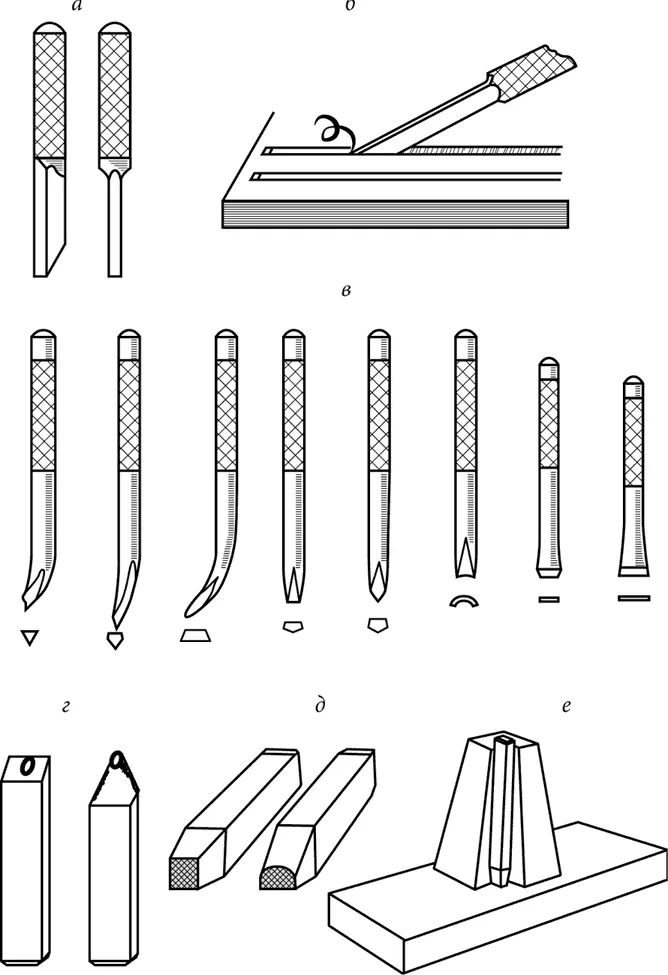
Рис. 5. Специальный граверный инструмент: а – зубильце (подборник); б – работа подборником; в – сечки; г – зека для буквы О; д – матики; е – пространственный угольник-притир для доводки пуансонов.
Кроме различного рода резцов, в граверном деле могут использоваться разнообразные штампы. Штамп – инструмент для обработки материалов давлением при пластической деформации (штамповании) заготовки. Основными элементами штампа являются пуансон и матрица. Пуансон – штамп с рельефным изображением букв, знаков и т. п. для выдавливания изображения при изготовлении матриц для наборных машин и других изделий.
Для того чтобы большое число цифр, букв и других знаков размером от 1,5 до 10 мм не гравировать вручную, на штампах, таблицах или шильдиках их набивают различными пуансонами, наборы которых граверы обычно изготавливают сами. Более крупные цифры и буквы штампуют на прессе специальными штампами. Угол заточки пуансона должен составлять ровно 90° относительно его оси, поэтому при изготовлении пуансонов для контроля перпендикулярности рабочей поверхности к оси пуансона следует пользоваться пространственным угольником (рис. 5, е ). Заготовку будущего пуансона плотно прижимают рукой к внутреннему углу угольника, ставят на доводочный брусок и, прижимая его к поверхности, делают прямолинейные движения до тех пор, пока на рабочей поверхности пуансона не появится равномерный блеск по всей площади.
Отделку сложных вогнутых поверхностей производят рифлевками, представляющими собой напильники и надфили с различными радиусами изгиба, профилями и насечками разной частоты. Перед тем как придать надфилю задуманную форму, его накаляют на огне докрасна, затем дают медленно остыть и обматывают его рабочую часть изоляцией. Это необходимо для того, чтобы при гибке не повредить насечку. Хвостовик надфиля зажимают в тисках и изгибают рабочую часть круглогубцами. Можно применить любой другой способ гибки, например в колодке. Но во всех случаях нужно действовать осторожно. Готовые рифлевки закаляют так же, как и клинки штихелей.
Шаберприменяется как для чистовой отделки металлических поверхностей, так и для удаления случайно проведенных порезок и царапин на гравируемой поверхности. Наиболее ходовыми являются трехгранные и четырехгранные шаберы. Если приобрести шабер заводского изготовления не удастся, то его можно изготовить из трехгранного или четырехгранного напильника, сточив с него насечку.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Гравировальные работы. Техники, приемы, изделия»
Представляем Вашему вниманию похожие книги на «Гравировальные работы. Техники, приемы, изделия» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Гравировальные работы. Техники, приемы, изделия» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.