Юрий Подольский - Гравировальные работы. Техники, приемы, изделия
Здесь есть возможность читать онлайн «Юрий Подольский - Гравировальные работы. Техники, приемы, изделия» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Белгород, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Клуб семейного досуга», Жанр: Хобби и ремесла, Сделай сам, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Гравировальные работы. Техники, приемы, изделия
- Автор:
- Издательство:Array Литагент «Клуб семейного досуга»
- Жанр:
- Год:2014
- Город:Белгород
- ISBN:978-966-14-8544-9, 978-966-14-8350-6, 978-5-9910-3139-4
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Гравировальные работы. Техники, приемы, изделия: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Гравировальные работы. Техники, приемы, изделия»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Гравировальные работы. Техники, приемы, изделия — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Гравировальные работы. Техники, приемы, изделия», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
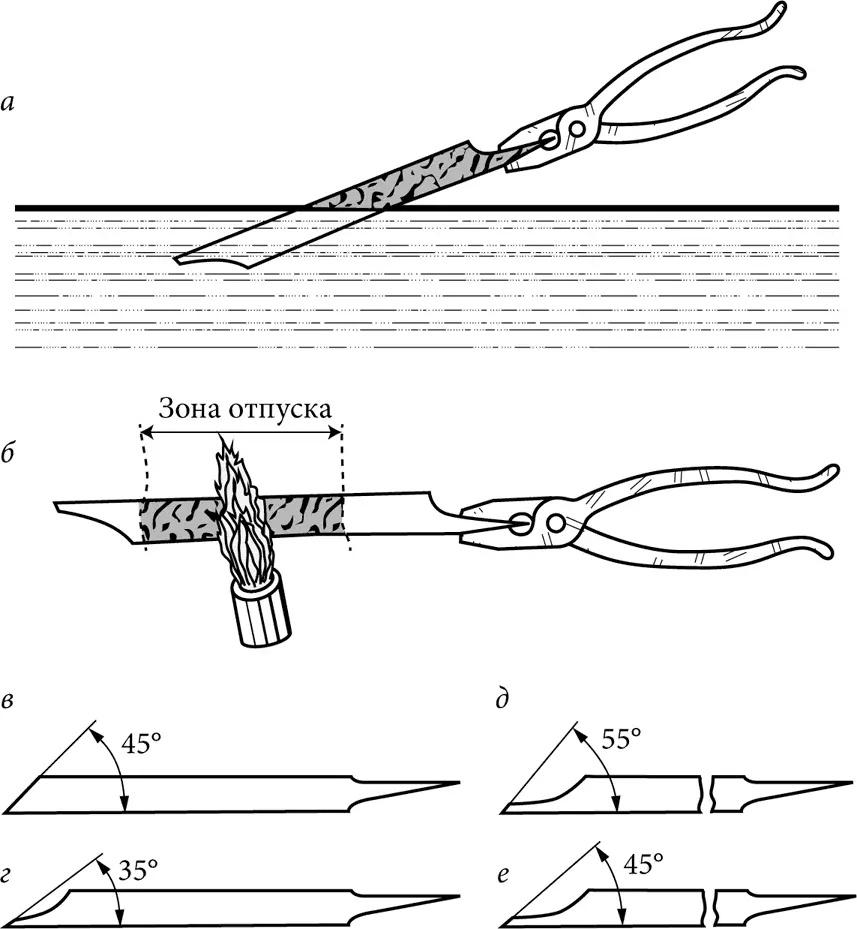
Рис. 4. Изготовление штихелей: а – закалка рабочей части; б – отпуск клинка; в – е – формы доведенных режущих граней.
Каждый клинок должен иметь плавный изгиб, благодаря которому кончик его будет слегка приподнят. Верхняя грань у клинка называется спинкой, а нижняя – задней гранью. Для передней части клинка выбирают продолговатую наклонную или дугообразную заточку – так называемый аншлиф.
В процессе обработки профиля необходимо следить за тем, чтобы режущая кромка, которая является направляющей при гравировании, была расположена в одной плоскости. Затем приступают к закалке штихеля. Штихель нагревают до светло-малинового цвета и быстро опускают в воду или масло под наклоном (рис. 4, а ), чтобы избежать разрушения режущей кромки в результате появления внутренних напряжений, возникающих при быстром охлаждении. Когда штихель будет закален, оселком зачищают его боковые поверхности. Обычно после закаливания металл становится очень твердым, но хрупким, склонным к выкрашиванию. Поэтому его нужно отпустить, т. е. снять возникшее в нем межкристаллическое напряжение. Клинок берут плоскогубцами и подводят к нему пламя спиртовой горелки или стеариновой свечи так, чтобы он не коптился (рис. 4, б ), и равномерно нагревают до появления на его поверхности желто-соломенного цвета побежалости. Затем штихель снова быстро охлаждают в воде.
После этого приступают к доводке режущих кромок штихеля. Для этого локоть правой руки держат на весу неподвижно, пальцами захватывают клинок и, прижимая ручку к ладони, ставят режущую кромку штихеля на чугунную плиту (предварительно смазанную пастой, содержащей порошок карбида бора, растворенного в керосине) и доводят под соответствующим углом его нижнюю поверхность. При этом кисть руки направляют к себе и от себя, плотно прижимая штихель к плите, чтобы нижняя режущая поверхность штихеля доводилась точно под нужным углом (рис. 4, в ). При правильной доводке стандартный угол заострения штихеля должен быть равен 45°, в этом случае его режущая кромка будет резать основные материалы, применяемые в гравировании, легко и на нужную глубину. При дальнейшей доводке передняя поверхность штихеля может быть укорочена, а угол изменен. Доведенные формы штихелей показаны на рис. 4, в – е .
Хранить штихели нужно на деревянной подставке. Наиболее распространены круглые подставки с вращающимися деревянными дисками, позволяющие быстро найти нужный инструмент. Можно также сделать несколько подставок для каждого вида штихелей. В одной такой подставке можно держать, например, шпицштихели, в другой – болтштихели и т. д. Подставки размешают на рабочем столе, обычно с правой стороны.
Специальный граверный инструмент
При обработке поверхностей в гравируемой детали, имеющей большую площадь, наиболее трудоемкая операция – выборка лишнего металла между рисунками, буквами или цифрами. Особенно много усилий требуют обронные работы, когда металл приходится удалять на большую глубину. Для облегчения этой работы применяют специальные зубильцаразных форм и размеров. На рис. 5, а изображено такое зубильце. Профиль его должен соответствовать форме выборки. Например, при выборке плоской площадки используют зубильце типа флахштихеля, при выборке полукруглой канавки – типа болтштихеля и т. д. Заточка и правка зубилец ничем не отличаются от заточки и правки штихелей. На рис. 5, б показана схема работы таким инструментом при удалении металла с гравируемой заготовки детали: зубильце направляют левой рукой, а правой наносят по его затылку короткие удары молотком. Толщину срезаемой стружки регулируют наклоном зубильца относительно поверхности гравируемого изделия.
Сечки(рис. 5, в ) – это специальные молоточные подборники, которые используют для тех же работ, что и штихели. Разница заключается в том, что штихелями режут, прикладывая только усилие руки, а сечкой орудуют, нанося по ее затылку удары молотка, что также значительно ускоряет процесс удаления больших объемов металла. С помощью сечек выполняют не только граверные работы, но и делают выборку сложных фигур в пресс-формах и штампах, а также производят насечку специальных надфилей. Молоточные граверные сечки изготавливают из прутковой инструментальной стали У8 диаметром 8–10 мм и длиной 120–130 мм. На заготовке на расстоянии 20–40 мм от конца обрабатывают боковые стороны режущей части, а на токарном станке делают накатку на хвостовой части. Затем сечки термически обрабатывают до твердости HRС 52–54, после чего слегка затачивают, создавая требуемую форму. Длина режущих граней сечек не должна превышать 8–10 миллиметров.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Гравировальные работы. Техники, приемы, изделия»
Представляем Вашему вниманию похожие книги на «Гравировальные работы. Техники, приемы, изделия» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Гравировальные работы. Техники, приемы, изделия» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.