Юрий Шухман - Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель
Здесь есть возможность читать онлайн «Юрий Шухман - Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
По способу заполнения сечения различают однослойные и многослойные швы. В многослойном каждый слой можно выполнять за один или за два-три прохода. При этом во всех случаях в основу заполнения швов положен обратноступенчатый способ сварки. Стыковое соединение (рис. 8.29, 8.30) из элементов толщиной 4 – 8 мм выполняют однопроходным швом; элементы большей толщины сваривают многопроходным или многослойным швом. Многопроходную сварку обычно выполняют ниточными валиками электродами одного диаметра. В месте поворота шов надо заваривать без отрыва дуги. Диаметр электрода выбирают в зависимости от толщины соединяемых элементов, пространственного типа шва, свойств свариваемого металла.

Рис. 8.29. Стыковые соединения листов разной толщины
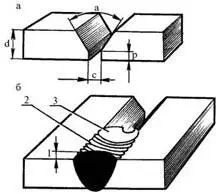
Рис. 8.30. Структура стыкового соединения: а – подготовленный стык; б – выполненный шов; с – зазор; р – притупление кромки; d – толщина листа; а – угол разделки; 1 – усиление шва; 2 – сварной шов; 3 – кратер
Род и полярность тока выбирают в зависимости от марки и толщины свариваемого металла. Оптимальный сварочный ток корректируют и устанавливают опытным путем. Направление давления дуги можно изменить наклоном электрода и тем самым повлиять на глубину провара. Для сварки элементов неодинаковой толщины диаметр электрода и сварочный ток подбирают по нижним параметрам режима сварки, рекомендуемым для элементов сварного соединения большей толщины. В таких условиях сварочную дугу направляют на элемент соединения большей толщины. Наибольшее распространение получили стыковые сварные соединения, в которых поверхность одного соединяемого элемента является продолжением поверхности другого. Различают следующие стыковые соединения: без скоса кромок, с отбортовкой, с односторонним скосом (V-образное) и с двусторонним скосом (Х-образное).
Преимущества стыкового сварного соединения по сравнению с соединениями других типов: возможность сварки элементов неограниченной толщины; более высокая прочность сварных соединений; минимальный расход металла на образование сварного соединения; надежность и удобство контроля. Недостатки – более точные соединения под сварку, что иногда сложно. В соединении с разделкой часть кромки оставляют нескошенной (притупление). При односторонней разделке притупление расположено внизу соединения, при двусторонней – в середине соединения. Отсутствие притупления приводит к образованию прожогов при сварке по стыку соединения. При толщине свариваемых элементов до 6 мм скос кромок не требуется.
В элементах толщиной 5 – 30 мм и более применяют V-образную разделку с суммарным углом скоса 60 – 80°. Притупление при этом составляет 2 – 8 мм. Сварные соединения ответственного назначения с V-образной разделкой сваривают с двух сторон (с подваркой). В тех случаях, когда не удается сделать подварку например в сварных стыках труб малого диаметра и др., применяют остающиеся в сварном соединении подкладки. Элементы толщиной более 12 мм сваривают встык с двух сторон, когда имеется такой доступ, применяя Х-образную разделку (рис. 8.31). Различают несколько видов тавровых соединений. Тавровые соединения применяют без скоса свариваемых кромок и со скосом с одной или двух сторон. Угол скоса кромок в тавровых соединениях под прямым углом обычно принимают равным 55 – 60° (рис. 8.32). Схожи с тавровыми соединениями соединения угловые (рис. 8.33).

Рис. 8.31. Соотношение площадей поперечных сечений швов с V-образной и Х-образной разделками
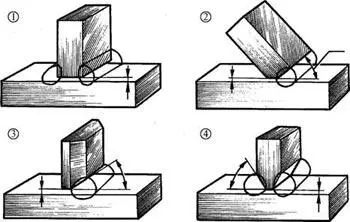
Рис. 8.32. Тавровые соединения листов: 1 – под прямым углом без скоса кромок; 2 – под углом со скосом одной кромки; 3 – под прямым углом со скосом одной кромки; 4 – под прямым углом с двухсторонним скосом кромок
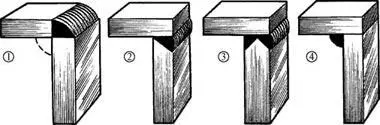
Рис. 8.33. Угловые соединения: 1 – одностороннее с наружным швом; 2 – одностороннее со скосом кромки; 3 – двухстороннее со скосом кромок; 4 – одностороннее с внутренним швом
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель»
Представляем Вашему вниманию похожие книги на «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.