Юрий Шухман - Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель
Здесь есть возможность читать онлайн «Юрий Шухман - Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
При гибке металла по разметке весьма помогает прием (рис. 8.21), когда линию сгиба простукивают носком молотка с той стороны листа, в которую будет производится гибка. Линию гиба сначала простукиваем, затем лист переворачиваем и кромку отгибаем вниз. Очень хорош при гибке прием с использованием двух досок (рис. 8.22), поскольку при этом не происходит удлинения (вытяжки) наружной кромки листа, что неизбежно при загибе молотком. И главное: не стоит опасаться металла – из него можно сделать все.

Рис. 8.20. Дверная створка: 1 – наружная панель из кровельной стали; 2 – уголковая рама; 3 – внутренняя фанерная панель; 4 – закладные доски
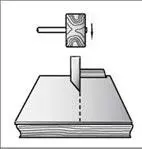
Рис. 8.21. Подготовка к гибке
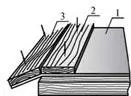
Рис. 8.22. Гибка железа: 1 – изгибаемый лист; 2 – доска-прижим; 3 – доска-пуансон
8.6. Сварка по правилам
Выше, рассматривая ту или иную конструкцию, мы нередко упоминали о сварке как способе соединения элементов чего-либо в единое целое. По сути дела, как только речь заходит об изготовлении любой конструкции из металла, сварка выходит на передний план, как наиболее технологичный вид соединения конструкционных элементов. Поскольку в самодеятельном строительстве отвергать металл как материал в настоящее время просто недопустимо, не имеет смысла и лишать себя сварки как прогрессивного способа производства. Можно с уверенностью утверждать, что умельцу со сваркой открываются совершенно другие горизонты, чем самоделыцику без таковой. А потому и разговор о сварке отнюдь не является праздным.
В силу целого ряда причин наиболее широкое распространение получила дуговая сварка. И именно она рекомендуется для применения домашним умельцам. Виды дуговой сварки различают по нескольким признакам: по среде, в которой происходит дуговой разряд (на воздухе – открытая дуга, под флюсом – закрытая дуга в среде защитных газов); по роду применяемого электрического тока – постоянный, переменный; по типу электрода – плавящийся, неплавящийся. Наибольшее практическое значение для умельцев получила ручная дуговая сварка плавящимися электродами на переменном и постоянном токах, дающая возможность сваривать в непроизводственных условиях большинство сталей, включая нержавеющие.
Преимущества дуговой сварки перед газовой в большей скорости, меньших зоне теплового влияния и короблениях свариваемых деталей, возможности получения улучшенных механических свойств наплавленного металла за счет введения в покрытие электрода различных легирующих элементов.
Сварочная дуга представляет собой устойчивый электрический разряд в газовой среде между двумя электродами либо между электродом и изделием (дуга прямого действия). Ее отличает высокая температура, достигающая 6000 – 7000 0С, что дает возможность расплавлять все металлы (рис. 8.23).
Для возбуждения дуги необходимо коснуться свариваемого изделия торцом электрода и сейчас же отвести электрод от изделия на 3 – 4 мм (рис. 8.24). Во время горения дуги под электродом образуется углубление, в котором находится жидкая ванна металла – кратер. При обрыве дуги в процессе сварки кратер оказывается не заполненным металлом. Кратер ослабляет сечение шва, его надо заварить. Для этого дугу зажигают впереди кратера на основном металле, затем перемещают через кратер к валику шва и, заплавив кратер, вновь двигаются вперед. Расстояние между поверхностью основного металла и дном кратера называется глубиной провара или глубиной проплавления основного металла. Она тем больше, чем больше сварочный ток и меньше скорость перемещения дуги. Сварочную дугу, длина которой не превышает диаметра стержня электрода, называют нормальной, или короткой. Она обеспечивает наилучшее качество сварного шва. Дугу большей протяженности называют длинной. Чрезмерное увеличение длины дуги снижает все показатели качества сварки. Под действием электромагнитного поля сварочного тока наблюдается отклонение дуги от заданного направления. Это явление получило название магнитного дутья. Для уменьшения отклонения дуги меняют месторасположение токоподвода, наклоняют электрод в сторону отклонения дуги (рис. 8.25), уменьшают ее длину. Перенос металла всегда происходит от электрода малого сечения к металлу изделия. Капли металла с электрода в ванну расплава переходят при горении сварочной дуги во всех ее пространственных положениях.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель»
Представляем Вашему вниманию похожие книги на «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.