Юрий Шухман - Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель
Здесь есть возможность читать онлайн «Юрий Шухман - Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
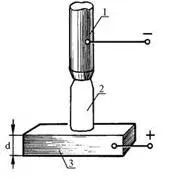
Рис. 8.23. Дуга прямого действия: Uk – падение напряжения в катодной области; Uc – падение напряжения на столбе дуги; d – толщина листа; 1 – электрод; 2 – дуга; 3 – деталь
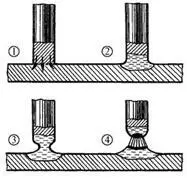
Рис. 8.24. Возбуждение дуги: 1 – короткое замыкание; 2 – плавление слоя металла; 3 – образование шейки металла при отводе электрода; 4 – зажигание дуги
При сварке на переменном токе безразлично, к какому зажиму сварочного трансформатора присоединены изделие и электрод. При сварке дугой переменного тока катодное и анодное пятна меняются местами. При этом дуга угасает, в силу чего она менее устойчива, чем дуга, питаемая постоянным током. Существенное преимущество сварки дугой переменного тока – относительная простота и меньшая стоимость сварочного оборудования. Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность). Во время горения сварочной дуги при прямой полярности больше нагревается свариваемое изделие, при обратной полярности – электрод. При этом скорость плавления электродов из низкоуглеродистой стали на 10 – 40% выше скорости их плавления при прямой полярности. Исходя из этого выбирают прямую или обратную полярность в зависимости от вида сварочных работ (прихватка или сварка), толщины свариваемых элементов (тонкие или толстые), электродов (углеродистая сталь, хромоникелевая) и др. При сварке тонких листовых деталей, а также некоторых специальных сталей, например коррозионно-стойких и жаропрочных, применяют соединение с обратной полярностью.
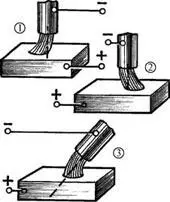
Рис. 8.25. Влияние токоподвода на отклонение дуги: 1, 2 – отклонения дуги; 3 – компенсация отклонения дуги наклоном электрода
Сварка. При сварке электрод перемещают в направлении его оси (для поддержания определенной длины дуги), вдоль и поперек сварного шва. При слишком быстром движении электрода шов получается узким, неровным и неплотным. Если движение электрода замедленно, возможны перегрев и пережог металла. Зигзагообразные движения конца электрода не только вдоль, но и поперек шва приводят к образованию широкого валика. Ширина широкого шва должна составлять 6 – 15 мм, а ниточного – на 2 – 3 мм больше диаметра электрода. Сварные швы подразделяют: по форме – на стыковые, угловые, тавровые и нахлесточные (рис. 8.26); по протяженности – на сплошные и прерывистые (рис. 8.27); по положению в пространстве – на нижние, горизонтальные, вертикальные и потолочные (рис. 8.28). Наиболее легко выполнять сварку в нижнем положении. Под-варка стыка с обратной стороны (ниточным швом) повышает надежность соединения. Качество сварки многослойного шва во многом зависит от тщательности выполнения первого слоя в его корне. Особое внимание должно уделяться обеспечению провара корня шва в конструкциях, исключающих возможность подварки обратной стороны стыка. Сварку вертикальных швов нужно выполнять снизу вверх. Сварка сверху вниз значительно труднее, т. к. при этом больше вероятность непровара. Для предотвращения вытекания жидкого металла из сварочной ванны при сварке вертикальных швов сварочный ток следует уменьшать на 10 – 15% по сравнению со сваркой в нижнем положении.

Рис. 8.26. Сварные соединения: 1 – стыковое; 2 – угловое; 3 – нахлесточное; 4 – тавровое
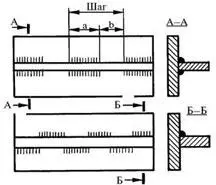
Рис. 8.27. Прерывистые сварные швы: а + в – шаг шва
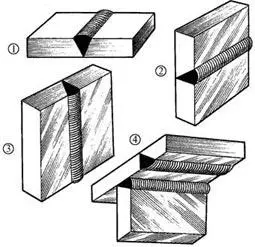
Рис. 8.28. Пространственные положения швов: 1 – нижние; 2 – горизонтальные; 3 – вертикальные; 4 – потолочные
Для сварки горизонтальных швов подготовку кромок обычно выполняют с одним скосом у верхнего элемента соединения. Дугу при сварке горизонтальных швов возбуждают на нижней горизонтальной кромке, а затем переходят на верхнюю, скошенную кромку. Сложность потолочной сварки заключается в умении удерживать плавящийся металл от вытекания из кратера вниз. Это достигается только при сварке короткой дугой. Сварочный ток и диаметр электрода при сварке потолочных швов выбирают относительно меньшими – на 15 – 20% по отношению к сварке в нижнем положении. Различают способы заполнения сварных швов по длине и сечению. По длине их выполняют «напроход» и обратноступенчатым способом. Напроход швы, длина которых не превышает 300 мм, ведут от начала до конца в одном направлении. Сварные швы средней длины (300 – 1000 мм) сваривают либо напроход от середины к краям, либо обратноступенчатым способом. Последний способ применяют и при выполнении длинных (более 1000 мм) швов. Обратноступенчатый способ сварки заключается в том, что длинный шов делят на участки длиной 100 – 300 мм, которые проваривают в направлении, обратном общему направлению шва. При этом конец каждого участка сваривают с началом предыдущего.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель»
Представляем Вашему вниманию похожие книги на «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Деревянные дома, бани, печи и камины, гараж, теплица, изгороди, дачная мебель» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.