Евгения Сбитнева - Кровельные работы
Здесь есть возможность читать онлайн «Евгения Сбитнева - Кровельные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кровельные работы
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кровельные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кровельные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для широкого круга читателей.
Кровельные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кровельные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
При глубине отверстия 1,5 м и том же диаметре скорость углубления уменьшится до 40–70 мм/мин при давлении кислорода 1,0–1,2 МПа, расходе флюса 30 кг/ч и расходе копья 6 мм на 1 м длины отверстия.
Поверхностная резка – разновидность кислородной резки. Она предназначена для вырезания на поверхности металла рельефа в виде одной или нескольких, раздельных или совмещенных канавок. В сварочных работах эта резка часто используется для вырезки дефектных участков швов. При данной резке источником нагрева металла будет являться и пламя резака, и расплавленный шлак, который при своем растекании подогревает глубоколежащие слои металла.
Для этого вида работ хорошо подходят резаки типа РПА и РПК. Режим резки и угол наклона инструмента играют важную роль в эффективности поверхностной резки.
На начальном этапе нужно прогреть область разреза до температуры воспламенения. Резак следует располагать при этом под углом 70–80° к поверхности металла. Перед подачей режущего кислорода инструменту необходимо придать наклонное положение под углом 15–45°. В процессе резки возникает очаговое горение металла; тем самым обеспечивается эффективная зачистка металлической поверхности, в том числе и за счет равномерного продвижения инструмента по линии намечаемого разреза.
Положение резака при данном виде резки детально показано на рисунке 134.
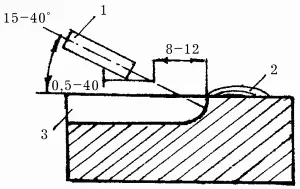
Рис. 134. Схема поверхностной кислородной резки: 1 – мундштук; 2 – шлак; 3 – канавка.
Ширина и глубина канавки уменьшаются при увеличении скорости резки. Кроме того, глубина канавки становится меньше, когда уменьшается угол наклона мундштука инструмента и при падении давления режущего кислорода. Ширина канавки зависит от диаметра струи кислорода. Во время поверхностной резки нужно сделать ширину канавки в 5–6 раз больше ее глубины, чтобы предупредить возникновение закатов на поверхности.
Если необходимо зачистить многочисленные дефекты на большой площади, то в этом случае следует произвести резку «елочкой» за один или несколько проходов с использованием колебательных движений резака.
Особенности воздушно-дуговой резки
Воздушно-дуговая резка является одной из разновидностей разделительной резки и основана на выплавлении металла из участка резания теплотой электрической дуги, возбуждаемой между разрезаемым металлом и электродом. При этом струя сжатого воздуха непрерывно удаляет расплавленный металл из полости разреза.
Этот вид резки нашел широкое применение при строительно-монтажных работах для грубой разделки металла толщиной до 30 мм, но только в том случае, если не нужно высокого качества, так как ширина разреза будет в 2–3 раза шире, чем при кислородной резке. Данную резку выполняют и для выплавки дефектных участков швов, устранения литников, обработки отливок и для зачистки поверхностей. Скорость такой резки при толщине металла 15 мм не превышает 120–150 мм/мин. Расход электрода составляет 1,0–1,5 кг на 1 м разрезаемого металла.
Схема устройства резака для воздушно-дуговой резки приведена на рисунке 135. Он имеет клапанное воздушно-пусковое устройство и сопло для подачи сжатого воздуха в участок разрезания. Ток и воздух поступают через комбинированный кабель-шланг.
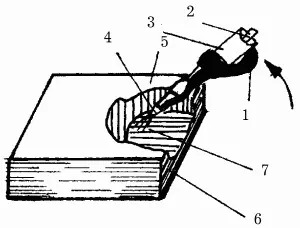
Рис. 135. Резак для воздушно-дуговой резки: 1 – трубка подачи воздуха; 2 – подача электродной проволоки; 3 – корпус резака; 4 – дуга; 5 – сопло подачи сжатого воздуха в зону горения; 6 – заготовка; 7 – выплавленный участок заготовки.
Электроды для воздушно-дуговой резки представлены в виде угольных, графитовых, графитированных цилиндрических стержней или пластин длиной от 250 до 350 мм. Омедненные электроды намного лучше остальных, так как они меньше подвержены окислению.
В настоящее время на практике широко используются 2 вида резаков: РВДм-315 и РВДл-1200. Первый аппарат рассчитан на ток 315 А, а расход воздуха составляет 20 м3/ч. РВДм-315 имеет массу 0,8 кг и широкий спектр применения. Диаметр электрода у этого аппарата составляет 6–10 мм. РВДл-1200 использует ток силой 1200 А при расходе воздуха 35 м3/ч. Данным аппаратом можно исправлять литейные заготовки, пользуясь при этом электродами с диаметром не менее 15–25 мм. Масса аппарата 1,6 кг. Воздух поступает под давлением 0,4–0,6 МПа либо от компрессора производительностью 20–30 м3/ч и более, либо от воздушной магистрали.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кровельные работы»
Представляем Вашему вниманию похожие книги на «Кровельные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Кровельные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.