Евгения Сбитнева - Кровельные работы
Здесь есть возможность читать онлайн «Евгения Сбитнева - Кровельные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кровельные работы
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кровельные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кровельные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для широкого круга читателей.
Кровельные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кровельные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Установка УФР-5 предназначена для порошково-кислородной резки железобетона толщиной до 300 мм и работает на пропане или бутане в смеси с кислородом. В состав аппарата входит флюсоноситель на тележке, резак, крепление для баллонов и копьедержатель, предназначенный для фиксирования трубы, по которой поступает кислород. Флюс представляет собой смесь двух порошков: железного (75–85 %) и алюминиевого (15–25 %); причем воздух используется в качестве флюсонесущего газа. Глубина отверстия, прожигаемого в железобетоне УФР-5, может составить 1,5 м.
Шарнирные установки АСШ («Огонек») и АСШ-В для кислородной резки имеют пантограф, позволяющий производить фигурную вырезку одновременно трех деталей небольших размеров при толщине материала от 5 до 100 мм при скорости резания до 1600 мм/мин. Масса этих установок около 350 кг, и они обеспечивают при использовании только одного резака первый класс точности.
Установка УГПР по конструкции напоминает УФР-5, однако имеет некоторые особенности. Установка имеет универсальный резак Р2А-01 в блоке с механизмом подачи флюса, а также бачок флюсопитателя с редуктором ДКС-66, которые зафиксированы на тележке (рис. 127). В качестве флюса используется железный порошок ПЖ, который вдувается кислородом. Необходимо заметить, что УГПР смонтирована на базе установок УРХС-5 и УРХС-6.
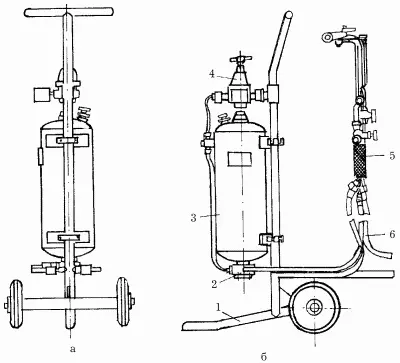
Рис. 127. Установка кислородно-флюсовой резки: а – вид спереди; б – вид сбоку; 1 – тележка, 2 – циклон, 3 – флюсопитатель, 4 – редуктор кислорода, 5 – резак, 6 – шланги.
Помимо упомянутых установок, имеются переносные машины для кислородной резки – «Гугарк», «Орбита-2» и «Спутник-3». Данные машины представляют собой самоходные тележки, перемещающиеся по разрезаемому металлу и оснащенные резаком. Последняя установка массой 18 кг предназначена для резки стальных труб диаметром от 190 до 1620 мм при толщине стенки от 5 до 75 мм со скоростью 100–900 мм/мин.
Нужно сразу заметить, что данной резке поддаются только те металлы, которые удовлетворяют следующим главным требованиям.
Температура плавления металла должна быть больше температуры воспламенения его в кислороде. В противном случае металл будет только плавиться, но не будет сгорать. Например, низкоуглеродистая сталь имеет температуру воспламенения в кислороде 1300–1350 °C, а температуру плавления – около 1500 °C.
Однако повышение количества углерода в стали будет сопровождаться увеличением температуры воспламенения в кислороде и уменьшением температуры плавления. В связи с этим резка стали с повышенным содержанием углерода и примесей становится проблематичной.
Температура плавления металла должна быть выше температуры плавления оксидов. Данное требование необходимо для того, чтобы образующиеся при резке оксиды легко выдувались кислородом и не мешали дальнейшему окислению и резке. Например, при резке алюминия образуются оксиды с температурой плавления приблизительно 2050 °C, а при резке хромистых сталей – оксиды с температурой плавления около 2000 °C. Совершенно очевидно, что эти оксиды покрывают поверхность металла и прекращают тем самым дальнейший процесс резки.
Теплопроводность металла должна быть как можно меньшей, ибо при большой теплопроводности сообщаемая металлу теплота быстро уходит из зоны резки и подогреть такой металл до температуры воспламенения будет трудно.
Количество выделяющейся при сгорании металла теплоты должно быть достаточно большим, так как эта теплота нагревает пограничные с зоной резки участки металла и тем самым обеспечивает непрерывность процесса резки. Так, например, при резке низкоуглеродистой стали 65–70 % суммарного количества теплоты выделяется от сгорания металла в струе кислорода, остальные 30–35 % составляет теплота от подогревающего пламени резака.
Возникшие при резке шлаки должны быть достаточно текучими и без труда выдуваться из разреза. Вязкие и тугоплавкие шлаки будут серьезно затруднять процесс резки.
Перед началом резки нужно тщательно очистить поверхность разрезаемого металла от ржавчины, окалины, грязи и краски. Для их удаления необходимо медленно провести пламенем резака по поверхности металла вдоль предполагаемой линии разреза. При этом окалина отстает от металла, а краска и масло выгорают. После этого следует зачистить металлическую поверхность щеткой.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кровельные работы»
Представляем Вашему вниманию похожие книги на «Кровельные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Кровельные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.