Евгения Сбитнева - Кровельные работы
Здесь есть возможность читать онлайн «Евгения Сбитнева - Кровельные работы» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: Домоводство, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Кровельные работы
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Кровельные работы: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Кровельные работы»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Книга предназначена для широкого круга читателей.
Кровельные работы — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Кровельные работы», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
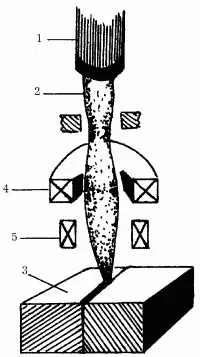
Рис. 97. Электронно-лучевая сварка: 1 – катод; 2 – пучок; 3 – соединяемые заготовки; 4 – магнитная линза; 5 – катушка.
Поверхность катода испускает электроны, формируемые в пучок, который фокусируется на соединяемые заготовки магнитной линзой. Перемещает луч специальная катушка.
Использование теплоты, выделяемой нагретой смесью оксида железа и алюминия, лежит в основе термитной сварки. Свариваемые детали находятся в огнеупорной форме, а в тигле, находящемся сверху, находится смесь металлов. При горении температура этой смеси (по-другому, термита) достигает более 2000 °C. В результате образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий, заполняет зазор, образуя тем самым шов.
В ультразвуковой сварке ультразвуковые колебания передаются по волноводу от преобразователя к рабочему наконечнику.
Соединяемые изделия помещают между наконечником и специальной опорой.
Под действием вертикального сжимающего усилия и ультразвуковых колебаний в заготовках возникают силы трения, достаточные для получения сварного соединения (рис. 98).
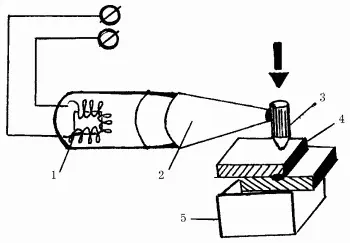
Рис. 98. Ультразвуковая сварка: 1 – магнитострикционный преобразователь; 2 – волновод; 3 – рабочий наконечник; 4 – соединяемые изделия; 5 – опора.
При контактной сварке, которая, в свою очередь, делится на точечную и стыковую, происходит сварка давлением. Здесь соединяемые заготовки зажимаются электродами. В зоне контакта под действием сварочного тока происходит сильный разогрев, затем сжатие заготовок и, как результат, образование сварного соединения (рис. 99).
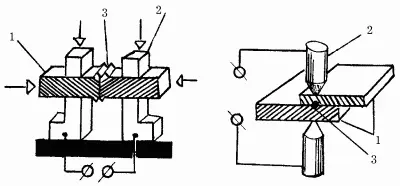
Рис. 99. Контактная сварка: 1 – соединяемые заготовки; 2 – электроды; 3 – зона контакта.
Если при соединении изделия используют радиочастотную сварку, то свариваемые заготовки нагреваются с помощью высокочастотного индуктора. В результате этого происходит оплавление кромок заготовок. Сварное соединение получается в результате сжимающего действия роликов (рис. 100). Сердечник из феррита повышает эффективность процесса.
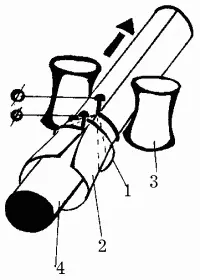
Рис. 100. Радиочастотная сварка: 1 – высокочастотный индуктор; 2 – свариваемые части; 3 – ролики; 4 – ферритовый сердечник.
Лазерная сварка осуществляется световым лучом, получаемым от специальных твердых и газовых излучателей. Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе даже на значительном расстоянии от генератора (рис. 101).
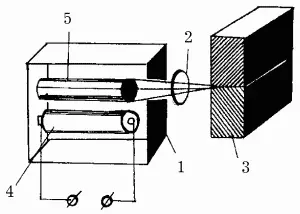
Рис. 101. Лазерная сварка: 1 – излучение лазера; 2 – линза; 3 – свариваемые заготовки; 4 – лампа накачки; 5 – рубиновый стержень.
Сварка трением осуществляется с помощью вращения одного из стержней и соприкосновения его торца с торцом закрепленного стержня; концы стержней разогреваются и с приложением осевого усилия свариваются.
Холодная сварка базируется на свойстве металла схватываться при значительном давлении.
В зависимости от механизации процесса сварку можно разделить на ручную, механизированную и автоматическую.
Виды сварных соединений и швов при дуговой сварке
Сварные швы можно разделить на 4 вида: стыковые, тавровые, угловые и нахлесточные.
Сам по себе шов представляет закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Стыковой шов предназначен для соединения торцевых поверхностей деталей, причем толщина их может быть различной (рис. 102).
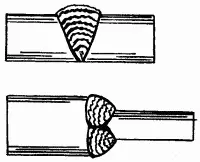
Рис. 102. Стыковой шов.
Стыковые швы широко применяют в машиностроении, а также при сварке больших емкостей и труб.
В тавровом шве торец одной заготовки приваривается к боковой поверхности другой (рис. 103).
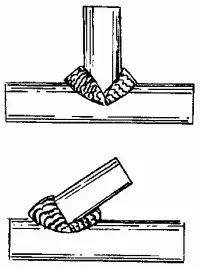
Рис. 103. Тавровый шов.
Обычно такие соединения имеют вид буквы «Т» (отсюда и название).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Кровельные работы»
Представляем Вашему вниманию похожие книги на «Кровельные работы» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Кровельные работы» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.