Д. Оташехов - Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание
Здесь есть возможность читать онлайн «Д. Оташехов - Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. ISBN: , Жанр: Руководства, Справочники, Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:9785449399403
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Поршниизготавливаются из алюминия легированного кремнием и другими металлами методом литья в кокиль (специальная форма) или методом штамповки с последующей обработкой детали резанием. Для некоторых типов автомобильных двигателей, работающих с высокими удельными нагрузками на детали, поршни изготавливаются из стали и металлокерамики.
Поршни воспринимают давление газов, обеспечивают передачу усилий на шатун и герметизируют камеру сгорания.
Верхняя часть поршня носит название – головка поршня, нижняя направляющая часть поршня называется юбкой поршня. На рисунке показана конструкция поршня а) бензинового двигателя и б) дизельного двигателя с полураздельной камерой сгорания.
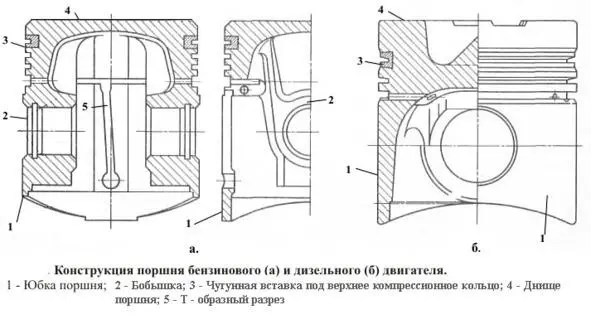
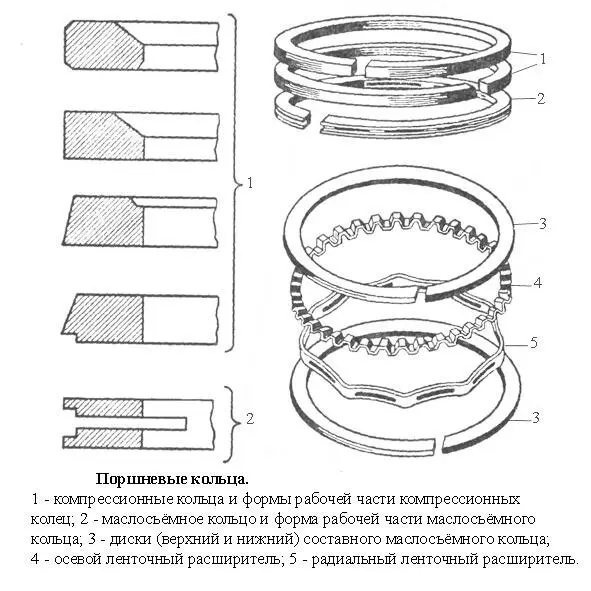
Головка поршня – наиболее усиленная часть поршня, где толщина стенок может достигать нескольких мм. На головке поршня выполнены канавки под поршневые кольца. В нижней канавке маслосъёмного кольца прорезаются дренажные отверстия для отвода масла. В головку поршня, для повышения износостойкости поршня, могут заделываться чугунные вставки, а на днище поршня (верхняя часть головки) и зону «огневого пояса» (часть головки поршня от днища до канавки первого компрессионного кольца) наноситься специальные покрытия. Днище поршня может иметь плоскую, выпуклую, вогнутую и иную форму. В днище поршней части двигателей выполняются углубления под клапаны (цековки) или камеры сгорания.
Юбка поршня. Толщина стенок юбки современных поршней может быть меньше 1,5 мм. Для лучшей приработки поршня в цилиндре на юбку поршня напыляют тонкий слой олова или графитовое покрытие. Для этих же целей на юбке поршня выполняют «накатку» в виде микроканавок глубиной до 0,02 мм, в которых при работе двигателя удерживается масло. Юбки поршней двигателей с цельноалюминиевыми цилиндрами могут покрываться тонким слоем железа. В средней части юбки имеются отверстия под поршневой палец. Стенки юбки у отверстия под поршневой палец имеют утолщения (приливы), именуемые бобышками. У большинства поршней ось отверстия под поршневой палец смещена относительно плоскости симметрии поршня в сторону на 0,5 – 2,5 мм.
Поршни российского, европейского и американского производства часто изготавливаются со стальными терморегулирующими вставками в юбке у отверстия под поршневой палец. Вставки, имеющие по сравнению с материалом поршня, меньший коэффициент теплового расширения, препятствуют расширению юбки поршня при нагревании. С той же целью уменьшения теплопередачи от головки поршня к юбке с наружной стороны бобышек выполняются подрезы, которые носят название «холодильников», а по нижней канавке маслосъёмного кольца или на юбке поршня, сквозные разрезы «Т» – или «П» – образной формы.
Юбка поршня в плане имеет форму овала, большая ось которого перпендикулярна оси отверстия поршневого пальца. В продольном разрезе поршень имеет форму конуса, расширяющегося к юбке. Эллипсность юбки и разница диаметров поршня в верхней и нижней его части может быть более 0,50 мм.
Поршень устанавливается в цилиндр с зазором. Зазор должен компенсировать расширение поршня при нагревании и обеспечивать присутствие масла между трущимися деталями. Величина установочного зазора строго регламентируется заводом изготовителем и в зависимости от конструкции того или иного двигателя лежит в пределах 0,01 – 0,09 мм (большинство двигателей будут нормально работать с зазором 0,04 – 0,06 мм.). Установочный зазор между стенкой цилиндра и поршнем обеспечивается по большей оси овала юбки поршня.
Поршни для одного двигателя не должны отличаться по массе более чем на 2—4 грамма или не более чем на 1 -1,5% среднего арифметического от суммы масс всех поршней данного двигателя.
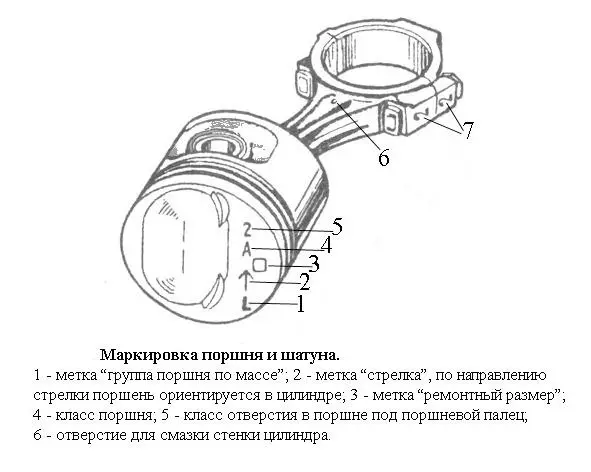
Заводы выпускают поршни номинального и ремонтного размеров. По наружному диаметру и диаметру отверстия под поршневой палец поршни номинального размера, разбиваются на категории (классы). Информация о размерности и весе поршня, а так же иная информация, выбивается на днище поршня.
.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание»
Представляем Вашему вниманию похожие книги на «Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.








Обсуждение, отзывы о книге «Дизель-генераторная установка. Диагностика. Ремонт. Техобслуживание» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.