Юрий Подольский - Сварочные работы. Практическое пособие
Здесь есть возможность читать онлайн «Юрий Подольский - Сварочные работы. Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Харьков, Белгород, Год выпуска: 2015, ISBN: 2015, Издательство: ООО «Книжный клуб “Клуб семейного досуга”», Жанр: Прочая справочная литература, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Сварочные работы. Практическое пособие
- Автор:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Жанр:
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
На рис. 2 показаны изотермы – овальные кривые, сгущающиеся впереди движущегося при сварке источника тепла (электрической дуги, пламени горелки). Изотерма 1600 °C – это температура плавления стали, она определяет ориентировочный размер сварочной ванны. Изотерма 1000 °C указывает на зону перегрева металла, изотерма 800 °C показывает зону закалочных явлений, а 500 °C – зону отпуска.
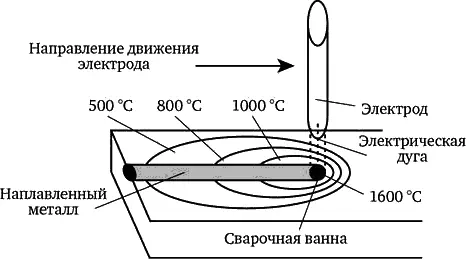
Рис. 2. Схема изотерм при сварке
Затвердевание расплавленного металла, происходящее в хвостовой части ванны, называется кристаллизацией. Динамика этого процесса такова: сварочная дуга, направленная в головную часть ванны, повышает в этой области температуру, в результате чего происходит плавление основного и электродного металлов. Механическое давление, оказываемое дугой на жидкую фазу основного и дополнительного металлов, вызывает их перемешивание и перемещение в хвостовую часть ванны. Таким образом, давление, вызванное дугой, приводит к вытеснению металла из основания ванны и открывает доступ к следующим слоям, где поддерживается необходимая для плавления температура. По мере удаления металла от зоны плавления отвод тепла начинает преобладать над его притоком, и температура жидкой фазы снижается. Расплавленные фазы основного и электродного металлов перемешиваются между собой и, затвердевая, образуют общие кристаллы, что обеспечивает монолитность сварного соединения.
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
После охлаждения и кристаллизации металла сварочной ванны получается металл сварного шва, соединяющий детали. Поскольку сварной шов образуется за счет расплавления металла электрода и частично основного металла, в зоне сплавления кристаллизуются зерна, принадлежащие как основному, так и присадочному металлу (рис. 3, а ).
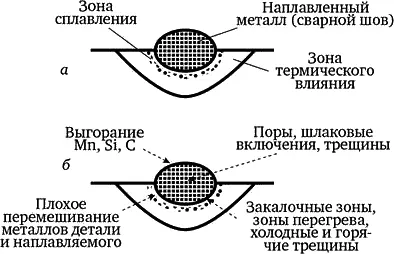
Рис. 3. Зоны сварного шва ( а ) и возможные дефекты в нем ( б )
Свойства сварного соединения определяются характером тепловых воздействий на металл в околошовных зонах. Зона вблизи границы оплавленной кромки свариваемой детали и шва, содержащая образовавшиеся межатомные связи, называется зоной сплавления. В поперечном сечении сварного соединения она измеряется микрометрами, но роль ее в прочности металла очень велика.
В зоне термического влияния (ЗТВ) из-за быстрого нагрева и охлаждения металла в нем происходят структурные изменения. Следовательно, сварной шов может получиться прочным и пластичным, но из-за термических воздействий на деталь качество сварки в целом будет низким (рис. 3, б ).
Величина ЗТВ составляет при ручной электродуговой сварке для обычного электрода 2–2,5 мм, а для электродов с повышенной толщиной покрытия – 4–10 мм. При газовой сварке ЗТВ существенно возрастает – до 20–25 миллиметров.
ЗТВ характеризуется неравномерным распределением максимальных температур нагрева; в этой зоне можно различать участки: старения (200–300 °C); отпуска (250–650 °C); неполной перекристаллизации (700–870 °C); нормализации (840–1000 °C); перегрева (1000–1250 °C); околошовный участок, примыкающий к линии сплавления (1250–1600 °C). При этом возможны два предельных случая: резкая закалка при быстром охлаждении околошовного участка и перегрев при медленном охлаждении с образованием крупных зерен аустенита.
Высокотемпературные фазы железоуглеродистых сплавов подразделяются:
● на феррит (твердый раствор внедрения C в α-железе с объемно-центрированной кубической решеткой);
● аустенит (твердый раствор внедрения C в γ-железе с гранецентрированной кубической решеткой);
● цементит (карбид железа Fe 3C, метастабильная высокоуглеродистая фаза);
● графит (стабильная высокоуглеродистая фаза).
Особое значение для процесса сварки сталей и чугунов имеет аустенит. Он не магнитен, сравнительно мягкий, углерода содержит не более 2 %. В равновесном состоянии аустенит существует только при высоких температурах, начиная с 723 °C. Имеет форму полиэдрических зерен, размеры которых увеличиваются в процессе выдержки при высоких температурах.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практическое пособие»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Сварочные работы. Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.