Юрий Подольский - Сварочные работы. Практическое пособие
Здесь есть возможность читать онлайн «Юрий Подольский - Сварочные работы. Практическое пособие» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Харьков, Белгород, Год выпуска: 2015, ISBN: 2015, Издательство: ООО «Книжный клуб “Клуб семейного досуга”», Жанр: Прочая справочная литература, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Сварочные работы. Практическое пособие
- Автор:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Жанр:
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практическое пособие: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практическое пособие»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практическое пособие — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практическое пособие», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и степени непрерывности шва по длине (рис. 7, ж – и ). По форме поперечного сечения швы могут быть без разделки кромок (при толщине свариваемых деталей от 2 до 30 мм), с односторонней разделкой кромки (3–60 мм), с двусторонней разделкой кромок (до 100 мм). По протяженности угловые швы могут быть непрерывными и прерывистыми, с шахматным и цепным расположением отрезков шва (рис. 6, д – ж ). Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности – точечными швами.
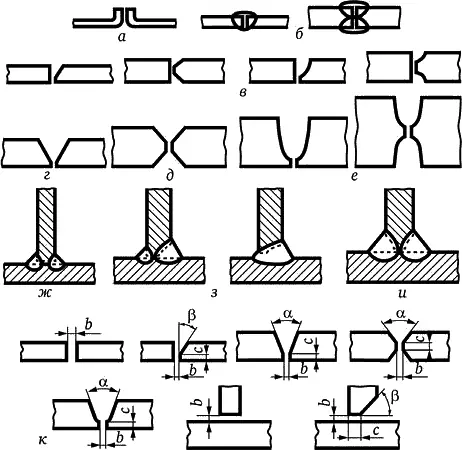
Рис. 7. Подготовка кромок стыковых ( а – е ) и угловых ( ж – и ) швов:
а – с отбортовкой кромок; б – без разделки кромок; в – с разделкой одной кромки: г – с односторонней разделкой двух кромок; д – с Х-образной разделкой двух кромок; е – с U-образной разделкой; ж – без разделки; з – с односторонней разделкой; и – с двусторонней разделкой; к – конструктивные элементы разделки
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (их часто называют электрозаклепками) либо путем проплавления верхнего листа через предварительно проделанное отверстие.
Прорезные швы, обычно удлиненной формы, получают путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и полностью.
Подготовку кромок при ручной сварке регламентирует ГОСТ 5264–80. Чаще всего приходится разделывать кромки при сварке металла большой толщины. Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки β и угол разделки кромок α, равный β или 2β (рис. 7, к ). Стандартный угол разделки кромок, в зависимости от способа сварки и типа соединения, изменяется в пределах от 45 ± 2° до 12 ± 2°. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6–1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия.
Притупление кромки, т. е. нескошенная часть торца кромки, подлежащей сварке, обычно составляет 2 ± 1 мм и выбирается в зависимости от толщины свариваемого металла. Его назначение – обеспечить правильное формирование шва и предотвратить прожоги в корне шва. Зазор b обычно равен 1–2 мм (допускается до 5 мм), так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва. Чем больше зазор, тем глубже проплавление металла.
Основными геометрическими параметрами сварных швов являются: при стыковых соединениях – ширина, выпуклость и глубина проплавления шва; при угловых, тавровых и нахлесточных соединениях – ширина, толщина и катет шва (рис. 8, г – д ).
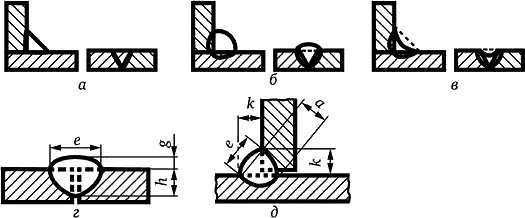
Рис. 8. Виды сварных швов ( а – плоский; б – выпуклый; в – вогнутый) и характеристики стыкового ( г ) и углового ( д ) швов:
е – ширина шва; h – глубина проплавления; g – выпуклость шва; а – толщина шва; k – катет шва
Глубина проплавления стыкового шва (h) – наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а) – наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (k) – кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве – меньший.
Выпуклость сварного шва (g) – выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практическое пособие»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практическое пособие» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Сварочные работы. Практическое пособие» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.