Ramesh Singh - Arc Welding Processes Handbook
Здесь есть возможность читать онлайн «Ramesh Singh - Arc Welding Processes Handbook» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Arc Welding Processes Handbook
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Arc Welding Processes Handbook: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Arc Welding Processes Handbook»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The prefect handbook for those professionals who need an “up- to-date” reference to advance processes as well as those welders new to the field and need to hone their skills. five-part treatment starts with a clear and rigorous exposition of the applications and equipment of Shielded Metal Arc Welding (SMAW) and Gas Tungsten Arc Welding (GTAW), followed by self-contained parts concerning processes applications and equipment for Gas Metal Arc Welding (GMAW), Flux Core Arc Welding (FCAW), and Submerged Arc welding (SAW). Case studies taken directly from the field are included to highlight each part of the handbook.
An applied reference, each Part of
offersvaluable advice regarding the industry or industries where the process is commonly used as well as a description the equipment. The Handbook reaches deeply into the area of nondestructive testing and science. In addition, this Handbook discusses the challenges presented by a number of corrosion-resistant alloys (CRAs). Case studies are included throughout the reference to reinforce an understanding of how these processes were applied in the field and how they intersect with issues that may arise with equipment use and materials.
Arc Welding Processes Handbook — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Arc Welding Processes Handbook», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
It is thus important that a welding personnel have a very good understanding of “Heat” in welding. The understanding of the heat generation and physics of welding are important steps in making of a good welding engineer, and it helps being a good welder as well.
Welding is carried out based on a well thought out and specific plan in order to attain the required material properties. Many regulatory and industrial specifications have well developed process to get the plan in activation. Such plans are called Welding Procedures, and a well laid out sequence of operation is established for the welding qualifications, of both the procedure’s ability to meet required metallurgical and mechanical properties and also a welder’ ability to repeatedly produce the quality of weld desired through that welding procedure. Following is a brief discussion on welding procedures and their role in welding application.
1.5 Welding and Joining Processes
There are number of different approaches to welding, some of them are near universal in their application to most common materials, and are capable of adjusting to number of variables to be used on different positions, and conditions, while others are very specific and are no so universal in their application. With the welding we have included some other material joining processes that are in fact not a welding process. These are very often encountered in the industrial environment, and are often demanded that an accomplished welder knows how to use these processes. The Figure 1.1below shows various welding and joining process.
The Table 1.1below list s various welding and joining processes grouped as per the mode of energy used for that specific welding process. The table also includes other joining process that do not use Electric as the source of energy for joining. And there is other that are distinguished by the way they transfer the molten metal in to the metals being joined.
1.6 Arc Welding
The arc welding group includes eight specific processes, each separate and different from the others but in many respects similar. An introduction to those basic arc welding processes is presented here for some of those most common first-generation arc welding processes. Note that further variations have been made in some of these processes, some of them are discussed further in the book, but there are others that are proprietary developments, the information is covered under copyright laws, hence details on these developments are not included in the book.
1.6.1 Carbon Arc Welding
The carbon arc welding (CAW) process is the oldest of all the arc welding processes and is considered to be the beginning of arc welding. The Welding Society defines carbon arc welding as “an arc welding process which produces coalescence of metals by heating them with an arc between a carbon electrode and the work-piece. No shielding is used. Pressure and filler metal may or may not be added. It has limited applications today, but a variation or twin carbon arc welding is more popular. Another variation uses compressed air to force molten metal out to effect cutting.
1.6.2 Shielded Metal Arc Welding (SMAW)
The development of the metal arc welding process soon followed the carbon arc. This developed into the currently popular shielded metal arc welding (SMAW) process defined as, an arc welding process which produces coalescence of metals by heating them with an arc between a covered metal electrode and the work-piece. Shielding is obtained from decomposition of the electrode covering. Pressure is not used and filler metal is obtained from the electrode.
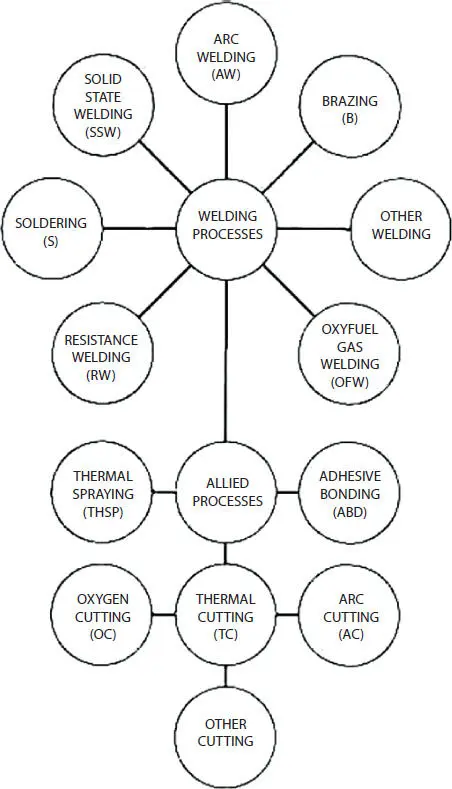
Figure 1.1 General lay out of welding and joining processes.
1.6.3 Gas Tungsten Arc Welding (GTAW)
The need to weld nonferrous metals, particularly magnesium and aluminum, challenged the industry. A solution was found called gas tungsten arc welding (GTAW) and is defined as, an arc welding process which produces coalescence of metals by heating them with an arc between a non-consumable tungsten electrode, and the work piece. Shielding for the welding arc is obtained often from an inert-gas, or mixture gases that may not always be inert.
Table 1.1 Welding and joining processes, type of energy used, and their abbreviations as defined by the American Welding Society.
| Group | Welding process | AWS letter designation |
|---|---|---|
| Arc Welding | ||
| Electric Arc Welding | Carbon Arc | CAW |
| Flux Cored Arc | FCAW * | |
| Gas Metal Arc | GMAW * | |
| Gas Tungsten Arc | GTAW * | |
| Plasma Arc | PAW ** | |
| Shielded Metal Arc | SMAW * | |
| Stud Arc | SW | |
| Submerged Arc | SAW * | |
| Electrical Resistance Welding | Flash Welding | FW |
| High Frequency Resistance | HFRW | |
| Percussion Welding | PEW | |
| Projection Welding | RPW | |
| Resistance-Seam Welding | RSEW | |
| Resistance-Spot Welding | RSW | |
| Upset Welding | UW | |
| Oxy-fuel Gas Welding (OFW) | ||
| Oxyacetylene Welding | OAW | |
| Oxyhydrogen Welding | OHW | |
| Pressure Gas Welding | PGW | |
| Solid State Welding | ||
| Cold Welding | CW | |
| Diffusion Welding | DFW | |
| Explosion Welding | EXW | |
| Forge Welding | FOW | |
| Friction Welding | FRW | |
| Hot Pressure Welding | HPW | |
| Roll Welding | ROW | |
| Ultrasonic Welding | USW | |
| Capillary Action Transfer and Distribution of Metal | ||
| Brazing | Diffusion Brazing | DFB |
| Dip Brazing | DB | |
| Furnace Brazing | FB | |
| Induction Brazing | IB | |
| Infrared Brazing | IRB | |
| Resistance Brazing | RB | |
| Torch Brazing | TB | |
| Soldering | Dip Soldering | DS |
| Furnace Soldering | FS | |
| Induction Soldering | IS | |
| Infrared Soldering | IRS | |
| Iron Soldering | INS | |
| Resistance Soldering | RS | |
| Torch Soldering | TS | |
| Wave Soldering | WS | |
| Other Welding Processes | ||
| Electron Beam | EBW | |
| Electroslag | ESW | |
| Induction | IW | |
| Laser Beam | LBW | |
| Thermit | TW |
*Processes discussed in this book.
**Included with GTAW process.
1.6.4 Gas Metal Arc Welding (GMAW)
In the desire to increase the production rate, and widen the types of material being welded by one process the GMAW process was invented. Since its early days the process has gone through a number of improvements, and currently it is one of the most versatile welding processes among the arc welding processes. It has number of variants by the way the weld metal is deposited, and shielding gases used for various types of metal welding.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Arc Welding Processes Handbook»
Представляем Вашему вниманию похожие книги на «Arc Welding Processes Handbook» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


Обсуждение, отзывы о книге «Arc Welding Processes Handbook» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.